Product Description
Product Description
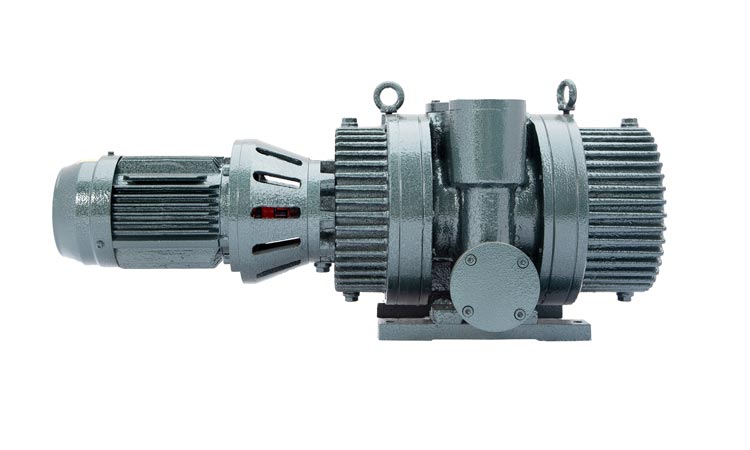
JZJ2b series Roots water ring vacuum unit is an air extraction unit composed of ZJ and zjp roots vacuum pumps as injection and extraction pumps and 2BV and 2be water ring vacuum pumps as front stage pumps according to a certain pumping speed ratio. It can not only be used to extract general gases, but also gases containing water and a small amount of dust. Compared with the general mechanical vacuum pump, it is not afraid of oil pollution, water vapor and dust; Compared with the general water ring vacuum pump, it has advantages of the high limit vacuum and high pumping speed under high vacuum conditions. It is widely used in chemical, pharmaceutical, petroleum, electric power, food, light industry and other industries. It is used to pump places containing a large amount of water vapor, condensable gas and a small amount of CHINAMFG particles.
Our Advantages
JZJ2B series Roots water ring vacuum pump unit adopts 2BV and 2be water ring vacuum pumps with high efficiency and energy saving as the front stage pump and roots vacuum pump as the main pumping pump. Therefore, jzj2b series Roots water ring vacuum pump unit has the advantages of high efficiency, compact structure and high vacuum degree.
The working fluid of the front stage pump of jzj2b series Roots water ring vacuum pump unit mostly uses water, and can also use organic solvents (methanol, ethanol, xylene, acetone and other organic solvents) or other liquids. The front stage pump is used as a closed circulation system, which greatly reduces the pollution to the environment and greatly improves the recovery of organic solvents. The limit vacuum degree is determined by the saturated vapor pressure of the working fluid.
Product Parameters
| Unit Type | Pump model | Pumping speed (L/S) | Maximum suction pressure (Pa) | pressure limit | Total Power (kW) | ||
| Main Pump | prepump | water ring | oil pump unit | ||||
| JZJ2B30-2 | ZJ30 | 2BV2061 | 30 | 8000 | 2.25 | ||
| JZJ2B30-1 | ZJ30 | 2BV5110 | 30 | 12000 | 4.75 | ||
| JZJ2B70-2 | ZJ70 | 2BV5110 | 70 | 6000 | 5.1 | ||
| JZJ2B70-1 | ZJ70 | 2BV5111 | 70 | 12000 | 6.6 | ||
| JZJ2B150-2A | ZJP150 | 2BV5111 | 150 | 6000 | 7.7 | ||
| JZJ2B150-2B | ZJP150 | 2BV5121 | 150 | 8000 | 9.7 | ||
| JZJ2B150-1 | ZJP150 | 2BV5131 | 150 | 10000 | 13.2 | ||
| JZJ2B300-2A | ZJP300 | 2BV5131 | 300 | 4000 | 15 | ||
| JZJ2B300-2B | ZJP300 | 2BV5161 | 300 | 5000 | 267 | 80 | 19 |
| JZJ2B300-1 | ZJP300 | 2BE1 202 | 300 | 10000 | 26 | ||
| JZJ2B600-2A | ZJP600 | 2BE1 202 | 600 | 4000 | 27.5 | ||
| JZJ2B600-2B | ZJP600 | 2BE1 203 | 600 | 5000 | 42.5 | ||
| JZJ2B600-1 | ZJP600 | 2BE1 252 | 600 | 12000 | 50.5 | ||
| JZJ2B1200-2A | ZJP1200 | 2BE1 252 | 1200 | 2500 | 56 | ||
| JZJ2B1200-2B | ZJP1200 | 2BE1 253 | 1200 | 4000 | 86 | ||
| JZJ2B1200-1 | ZJP1200 | 2BE1 303 | 1200 | 8000 | 121 | ||
| JZJ2B2500-2 | ZJP2500 | 2BE1 303 | 2500 | 3000 | 132 | ||
| JZJ2B70-2.1 | ZJ70 | ZJ30/2BV5110 | 70 | 6000 | 5.85 | ||
| JZJ2B150-2.1 | ZJP150 | ZJ70/2BV5111 | 150 | 6000 | 25 | 0.8 | 8.8 |
| JZJ2B 150-4.1 | ZJP150 | ZJ30/2BV5110 | 150 | 3000 | 6.95 | ||
| Unit Type | pump model | pumping speed (L/S) | maximum suction pressure (Pa) | pressure limit | total power (kW) | ||
| main pump | prepump | water ring unit | oil pump unit | ||||
| JZJ2B300-2.1 | ZJP300 | ZJP150/2BV5131 | 300 | 5000 | 17.2 | ||
| JZJ2B300-2.2 | ZJP300 | ZJP150/2BV5121 | 300 | 4000 | 13.7 | ||
| JZJ2B300-4.1 | ZJP300 | ZJ70/2BV5111 | 300 | 2000 | 10.6 | ||
| JZJ2B600-4.1 | ZJP600 | ZJP150/2BV5131 | 600 | 1500 | 18.7 | ||
| JZJ2B600-2.2 | ZJP600 | ZJP300/2BV5161 | 600 | 2000 | 25 | 0.8 | 24.5 |
| JZJ2B1200-4.2 | ZJP1200 | ZJP300/2BV5161 | 1200 | 1000 | 30 | ||
| JZJ2B1200-4.1 | ZJP1200 | ZJP1200/2BE1 202 | 1200 | 1200 | 37 | ||
| JZJ2B 1200-2.2 | ZJP1200 | ZJP600/2BE1 203 | 1200 | 2500 | 53.5 | ||
| JZJ2B1200-2.1 | ZJP1200 | ZJP600/2BE1 252 | 1200 | 3000 | 61.5 | ||
| JZJ2B2500-4.1 | ZJP2500 | ZJP600/2BE1 252 | 2500 | 1000 | 72.5 | ||
| JZJ2B70-2.1.1 | ZJ70 | ZJ30/ZJ30/2BV5110 | 70 | 6000 | 6.6 | ||
| JZJ2B150-2.2.1 | ZJP150 | ZJ70/ZJ30/2BV5110 | 150 | 3000 | 8.05 | ||
| JZJ2B300-2.2.1 | ZJP300 | ZJ150/ZJ70/2BV5111 | 300 | 3000 | 12.8 | ||
| JZJ2B300-4.2.1 | ZJP300 | ZJ70/ZJ30/2BV5110 | 300 | 1200 | 0.5 | 0.05 | 9.85 |
| JZJ2B600-2.2.1 | ZJP600 | ZJP300/ZJP150/2BV5131 | 600 | 2500 | 22.7 | ||
| JZJ2B600-4.2.1 | ZJP600 | ZJP150/ZJ70/2BV5111 | 600 | 1200 | 14.3 | ||
| JZJ2B1200-4.2.1 | ZJP1200 | ZJP300/ZJP150/2BV5131 | 1200 | 1000 | 28.2 | ||
| JZJ2B2500-4.2.1 | ZJ2500 | ZJP600/ZJP300/2BE1 202 | 2500 | 1000 | 53.5 | ||
Detailed Photos
Vacuum pump is used in the field of chemical and pharmaceutical factory
General Manager Speech
Deeply cultivate the vacuum technology, and research,develop and manufacture the vacuum equipment to provide the best solution in the vacuum field and make the vacuum application easier.
Company Profile
ZheJiang Kaien Vacuum Technology Co., Ltd. is a high-tech enterprise integrating R & D, production and operation of vacuum equipment. The company has strong technical force, excellent equipment and considerate after-sales service. The product manufacturing process is managed in strict accordance with IS09001 quality system. It mainly produces and sells screw vacuum pump, roots pump, claw vacuum pump, runoff vacuum pump, scroll pump, water ring vacuum pump, vacuum unit and other vacuum systems.
New plant plHangZhou
The company’s products have been for a number of food, medicine, refrigeration, drying plants and a number of transformer related equipment manufacturers for vacuum equipment. The products are widely used in vacuum drying and dehydration, kerosene vapor phase drying, vacuum impregnation, vacuum metallurgy, vacuum coating, vacuum evaporation, vacuum concentration, oil and gas recovery, etc.
High precision machining equipment
The company cooperates with colleges and universities to research and develop core technologies, and owns dozens of independent intellectual property patents. Adhering to the basic tenet of quality, reputation and service, the company takes leading-edge technology of vacuum pump as its own responsibility, and wholeheartedly serves customers of vacuum equipment application in various industries with rigorous working attitude and professional working style.
Product quality wins consumer cooperationIn shipment ISO 9001
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Lifetime Paid Service |
|---|---|
| Warranty: | One Year |
| Oil or Not: | Oil Free |
| Structure: | Screw |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Customization: |
Available
|
|
|---|
How Do Roots Vacuum Pumps Affect the Efficiency of Vacuum Systems in Various Industries?
Roots vacuum pumps have a significant impact on the efficiency of vacuum systems across various industries. Here’s a detailed explanation:
1. Enhanced Vacuum Level:
– High Pumping Speed: Roots vacuum pumps are known for their high pumping speed, which refers to the rate at which they can evacuate gas from a system. By quickly removing gas molecules, these pumps help achieve and maintain a lower pressure, resulting in an enhanced vacuum level within the system. This increased vacuum level is crucial in industries such as semiconductor manufacturing, where precise control of pressure is necessary for optimal processing conditions.
– Improved Evacuation Time: With their rapid gas pumping capability, Roots vacuum pumps significantly reduce the evacuation time required to reach the desired vacuum level. This efficiency is particularly important in industries where time-sensitive processes are involved, such as vacuum drying, degassing, or impregnation, allowing for faster production cycles and increased productivity.
2. Increased Throughput:
– Continuous Operation: Roots vacuum pumps are designed for continuous operation, enabling uninterrupted gas removal from the vacuum system. Their robust construction and oil-free operation make them reliable and suitable for demanding industrial applications. The ability to maintain a consistent vacuum level without frequent stops or downtime contributes to increased system throughput and overall efficiency.
– Handling Large Volumes: Roots pumps are capable of handling large gas volumes due to their displacement principle. This makes them well-suited for industries that require the evacuation of substantial amounts of gas, such as in chemical processing, pharmaceutical manufacturing, or vacuum packaging. By efficiently evacuating large volumes of gas, Roots vacuum pumps facilitate higher production rates and improved process efficiency.
3. Improved Process Control:
– Stable Vacuum Level: Roots vacuum pumps help maintain a stable vacuum level within the system, which is essential for precise process control. By swiftly removing gas molecules, these pumps prevent pressure fluctuations and ensure a consistent environment for various manufacturing processes. This is particularly crucial in industries like thin film deposition, where maintaining a stable vacuum is crucial for achieving uniform coating thickness and quality.
– Reduced Contamination: Roots vacuum pumps operate without lubricating oil in the pumping chamber, minimizing the risk of oil contamination in the vacuum system. This is particularly advantageous in industries such as electronics, semiconductor fabrication, or research laboratories, where even trace amounts of contaminants can adversely affect product quality or experimental results. By providing clean and oil-free vacuum, Roots pumps contribute to improved process control, reduced yield loss, and enhanced product reliability.
4. Energy Efficiency:
– Lower Power Consumption: Roots vacuum pumps are designed to operate efficiently, consuming lower power compared to other types of vacuum pumps. This energy efficiency is beneficial in industries where vacuum systems are continuously operated, such as in chemical processing plants or industrial manufacturing facilities. By reducing power consumption, Roots pumps help lower operational costs and contribute to sustainable and environmentally friendly practices.
– Heat Dissipation: Roots pumps generate less heat during operation compared to certain other vacuum pump types. This is advantageous in industries where temperature control is critical, such as in semiconductor fabrication or vacuum furnaces. The reduced heat generation minimizes the need for additional cooling measures, improving overall energy efficiency and reducing operational costs.
In summary, Roots vacuum pumps significantly impact the efficiency of vacuum systems in various industries. They enhance the vacuum level, increase system throughput, improve process control, and contribute to energy savings. By providing high pumping speed, quick evacuation time, continuous operation, stable vacuum levels, reduced contamination risk, lower power consumption, and efficient heat dissipation, Roots vacuum pumps play a crucial role in optimizing the performance and productivity of vacuum systems across industries.

Are Roots Vacuum Pumps Used in Industrial Applications?
Yes, Roots vacuum pumps are widely used in various industrial applications. Here’s a detailed explanation of their application in industrial settings:
1. Chemical Processing: Roots vacuum pumps find extensive use in the chemical processing industry. They are employed for processes such as vacuum distillation, solvent recovery, drying, and degassing. Their high pumping speed and ability to handle corrosive gases make them suitable for handling various chemical vapors and byproducts.
2. Pharmaceuticals: In the pharmaceutical industry, Roots vacuum pumps are utilized for applications such as vacuum drying, tablet coating, freeze drying, and vacuum packaging. Their oil-free operation ensures a clean and contaminant-free vacuum environment, which is crucial for pharmaceutical manufacturing processes.
3. Food Processing: Roots vacuum pumps play a significant role in the food processing industry. They are employed for vacuum packaging, vacuum cooling, and vacuum drying of food products. The oil-free operation of Roots vacuum pumps ensures food safety and eliminates the risk of contamination.
4. Environmental Technology: Roots vacuum pumps are utilized in environmental technology applications, including wastewater treatment, biogas processing, and air pollution control. They are employed to extract gases, control emissions, and facilitate the treatment and purification of air and water.
5. Semiconductor Manufacturing: In the semiconductor industry, Roots vacuum pumps are used for processes such as ion implantation, physical vapor deposition (PVD), chemical vapor deposition (CVD), and etching. Their high pumping speed and oil-free operation are crucial for maintaining clean vacuum conditions required in semiconductor fabrication.
6. Packaging and Printing: Roots vacuum pumps are employed in packaging and printing applications. They are used for vacuum packaging of products, vacuum forming of packaging materials, and in printing presses for paper handling and ink transfer.
7. Automotive Industry: Roots vacuum pumps find application in the automotive industry for processes such as brake system vacuum assist, crankcase ventilation, and emissions control systems. They help create vacuum conditions required for the operation of various automotive systems.
8. Research and Laboratory: Roots vacuum pumps are utilized in research laboratories and scientific facilities for a wide range of applications. They are used in vacuum ovens, freeze dryers, vacuum filtration, electron microscopy, surface analysis, and other laboratory processes that require controlled vacuum environments.
9. Energy Industry: In the energy sector, Roots vacuum pumps are used for applications such as steam turbine condenser air extraction, transformer drying, and vacuum impregnation of electrical components. They help maintain proper vacuum conditions for efficient and reliable operation of energy systems.
These are just a few examples of the industrial applications where Roots vacuum pumps are commonly used. Their high pumping speed, large gas handling capacity, oil-free operation, reliability, and versatility make them suitable for a wide range of industrial processes that require efficient and reliable vacuum generation.


editor by Dream 2024-05-16
China factory Industrial Water Ring Vacuum Pump/Liquid Vacuum Pumps for EPS Foam Machine vacuum pump diy
Product Description
Product Description
The 2BV series water ring vacuum pumps and compressor is mainly used for sucking gases and water vapor,Particularly suitable for pumping pollution-free gas and steam (special gas needs to be specified when ordering), and the suction pressure can reach 33mbar absolute pressure (97% vacuum degree). When the water ring vacuum pump works for a long time when the suction pressure is close to the limit vacuum (saturated vapor pressure of working fluid), it is necessary to connect with the cavitation resistant pipe in order to get rid of the screaming and protect the pump.
In conjunction with ZheJiang University, China University of petroleum and other units, our company has continuously optimized its products and launched 2BV series water ring vacuum pumps. With its excellent performance and many advantages, our company has become a new generation of energy-saving products and will comprehensively replace SK, 2SK series water ring vacuum pumps and W, WY, WL and other reciprocating vacuum pumps with the same energy.
Our Advantages
1.The direct connection design of the motor saves space, is easy to install and maintain.
2.All adopt mechanical seal as standard configuration.
3.It is equipped with a cavitation protection pipe interface. If it works for a long time under the limit pressure, it will automatically open the cavitation protection pipe interface, which can maximize the suction effect and eliminate the cavitation sound, and effectively protect the vacuum pump.
4.The whole series is equipped with stainless steel impeller, which improves the corrosion resistance of the vacuum pump.
5.The unique flexible exhaust port design will not produce over compression, ensuring the best efficiency of the vacuum pump within its performance range.
Typical Use
——Oil and gas recovery. ——Biological medicine ——Food Processing —— Single crystal furnace
——Vacuum forming ——Vacuum flame refining ——Electronic photovoltaic. ——Semiconductor synthesis
Product Parameters
| Type | Maximum air volume m3/min |
Pressure limit Pa |
power kW | revolution rpm | Motor explosion-proof grad | Water consumption L/min |
noise dB(A) | weight kg |
| 2BV2060-EX | 0.45 | 3300 | 1.1 | 2880 | d II BT4 | 2 | 62 | 39 |
| 2BV2061-EX | 0.87 | 3300 | 1.5 | 2880 | d II BT4 | 2 | 65 | 45 |
| 2BV2070-EX | 1.33 | 3300 | 2.2 | 2880 | d II BT4 | 2.5 | 66 | 66 |
| 2BV2071-EX | 1.83 | 3300 | 3 | 2880 | d II BT4 | 4.2 | 72 | 77 |
| 2BV6110 | 2.75 | 3300 | 4 | 1450 | d II BT4 | 7 | 63 | 153 |
| 2BV6111 | 3.83 | 3300 | 5.5 | 1450 | d II BT4 | 8.5 | 68 | 208 |
| 2BV6121 | 4.68 | 3300 | 7.5 | 1450 | d II BT4 | 10 | 69 | 240 |
| 2BV6131 | 6.68 | 3300 | 11 | 1450 | d II BT4 | 15 | 73 | 320 |
| 2BV6161 | 8.3 | 3300 | 15 | 970 | d II BT4 | 20 | 74 | 446 |
Detailed Photos
Water ring pump
High efficiency roots + water ring vacuum pump unit
High efficiency roots + water ring vacuum pump unit
Vacuum pump is used in the field of chemical plant
General Manager Speech
Deeply cultivate the vacuum technology, and research,develop and manufacture the vacuum equipment to provide the best solution in the vacuum field and make the vacuum application easier.
Company Profile
ZheJiang Kaien Vacuum Technology Co., Ltd. is a high-tech enterprise integrating R & D, production and operation of vacuum equipment. The company has strong technical force, excellent equipment and considerate after-sales service. The product manufacturing process is managed in strict accordance with IS09001 quality system. It mainly produces and sells screw vacuum pump, roots pump, claw vacuum pump, runoff vacuum pump, scroll pump, water ring vacuum pump, vacuum unit and other vacuum systems.
New plant plHangZhou
The company’s products have been for a number of food, medicine, refrigeration, drying plants and a number of transformer related equipment manufacturers for vacuum equipment. The products are widely used in vacuum drying and dehydration, kerosene vapor phase drying, vacuum impregnation, vacuum metallurgy, vacuum coating, vacuum evaporation, vacuum concentration, oil and gas recovery, etc.
High precision machining equipment
The company cooperates with many scientific research institutions and universities, such as ZheJiang University, China University of petroleum, ZheJiang Institute of mechanical design, etc.with colleges and universities to research and develop core technologies, and owns dozens of independent intellectual property patents.Our technology is leading, the product quality is stable, the product has a good reputation in China’s domestic market, is sold all over the country, and is exported to Europe, America, Africa, the Middle East and Southeast Asia,We adhering to the basic tenet of quality, reputation and service, the company takes leading-edge technology of vacuum pump as its own responsibility, and wholeheartedly serves customers of vacuum equipment application in various industries with rigorous working attitude and professional working style.
Product quality wins consumer cooperationIn shipment ISO 9001 High tech enterprise certificate
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Lifetime Paid Service |
|---|---|
| Warranty: | One Year |
| Oil or Not: | Oil Free |
| Structure: | Water Ring |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Customization: |
Available
|
|
|---|

Can Vacuum Pumps Be Used for Vacuum Furnaces?
Yes, vacuum pumps can be used for vacuum furnaces. Here’s a detailed explanation:
Vacuum furnaces are specialized heating systems used in various industries for heat treatment processes that require controlled environments with low or no atmospheric pressure. Vacuum pumps play a crucial role in creating and maintaining the vacuum conditions necessary for the operation of vacuum furnaces.
Here are some key points regarding the use of vacuum pumps in vacuum furnaces:
1. Vacuum Creation: Vacuum pumps are used to evacuate the furnace chamber, creating a low-pressure or near-vacuum environment. This is essential for the heat treatment processes carried out in the furnace, as it helps eliminate oxygen and other reactive gases, preventing oxidation or unwanted chemical reactions with the heated materials.
2. Pressure Control: Vacuum pumps provide the means to control and maintain the desired pressure levels within the furnace chamber during the heat treatment process. Precise pressure control is necessary to achieve the desired metallurgical and material property changes during processes such as annealing, brazing, sintering, and hardening.
3. Contamination Prevention: By removing gases and impurities from the furnace chamber, vacuum pumps help prevent contamination of the heated materials. This is particularly important in applications where cleanliness and purity of the processed materials are critical, such as in the aerospace, automotive, and medical industries.
4. Rapid Cooling: Some vacuum furnace systems incorporate rapid cooling capabilities, known as quenching. Vacuum pumps assist in facilitating the rapid cooling process by removing the heat generated during quenching, ensuring efficient cooling and minimizing distortion or other unwanted effects on the treated materials.
5. Process Flexibility: Vacuum pumps provide flexibility in the type of heat treatment processes that can be performed in vacuum furnaces. Different heat treatment techniques, such as vacuum annealing, vacuum brazing, or vacuum carburizing, require specific pressure levels and atmospheric conditions that can be achieved and maintained with the use of vacuum pumps.
6. Vacuum Pump Types: Different types of vacuum pumps can be used in vacuum furnaces, depending on the specific requirements of the heat treatment process. Commonly used vacuum pump technologies include oil-sealed rotary vane pumps, dry screw pumps, diffusion pumps, and cryogenic pumps. The choice of vacuum pump depends on factors such as required vacuum level, pumping speed, reliability, and compatibility with the process gases.
7. Maintenance and Monitoring: Proper maintenance and monitoring of vacuum pumps are essential to ensure their optimal performance and reliability. Regular inspections, lubrication, and replacement of consumables (such as oil or filters) are necessary to maintain the efficiency and longevity of the vacuum pump system.
8. Safety Considerations: Operating vacuum furnaces with vacuum pumps requires adherence to safety protocols. This includes proper handling of potentially hazardous gases or chemicals used in the heat treatment processes, as well as following safety guidelines for operating and maintaining the vacuum pump system.
Overall, vacuum pumps are integral components of vacuum furnaces, enabling the creation and maintenance of the required vacuum conditions for precise and controlled heat treatment processes. They contribute to the quality, consistency, and efficiency of the heat treatment operations performed in vacuum furnaces across a wide range of industries.
Can Vacuum Pumps Be Used for Chemical Distillation?
Yes, vacuum pumps are commonly used in chemical distillation processes. Here’s a detailed explanation:
Chemical distillation is a technique used to separate or purify components of a mixture based on their different boiling points. The process involves heating the mixture to evaporate the desired component and then condensing the vapor to collect the purified substance. Vacuum pumps play a crucial role in chemical distillation by creating a reduced pressure environment, which lowers the boiling points of the components and enables distillation at lower temperatures.
Here are some key aspects of using vacuum pumps in chemical distillation:
1. Reduced Pressure: By creating a vacuum or low-pressure environment in the distillation apparatus, vacuum pumps lower the pressure inside the system. This reduction in pressure lowers the boiling points of the components, allowing distillation to occur at temperatures lower than their normal boiling points. This is particularly useful for heat-sensitive or high-boiling-point compounds that would decompose or become thermally degraded at higher temperatures.
2. Increased Boiling Point Separation: Vacuum distillation increases the separation between the boiling points of the components, making it easier to achieve a higher degree of purification. In regular atmospheric distillation, the boiling points of some components may overlap, leading to less effective separation. By operating under vacuum, the boiling points of the components are further apart, improving the selectivity and efficiency of the distillation process.
3. Energy Efficiency: Vacuum distillation can be more energy-efficient compared to distillation under atmospheric conditions. The reduced pressure lowers the required temperature for distillation, resulting in reduced energy consumption and lower operating costs. This is particularly advantageous when dealing with large-scale distillation processes or when distilling heat-sensitive compounds that require careful temperature control.
4. Types of Vacuum Pumps: Different types of vacuum pumps can be used in chemical distillation depending on the specific requirements of the process. Some commonly used vacuum pump types include:
– Rotary Vane Pumps: Rotary vane pumps are widely used in chemical distillation due to their ability to achieve moderate vacuum levels and handle various gases. They work by using rotating vanes to create chambers that expand and contract, enabling the pumping of gas or vapor.
– Diaphragm Pumps: Diaphragm pumps are suitable for smaller-scale distillation processes. They use a flexible diaphragm that moves up and down to create a vacuum and compress the gas or vapor. Diaphragm pumps are often oil-free, making them suitable for applications where avoiding oil contamination is essential.
– Liquid Ring Pumps: Liquid ring pumps can handle more demanding distillation processes and corrosive gases. They rely on a rotating liquid ring to create a seal and compress the gas or vapor. Liquid ring pumps are commonly used in chemical and petrochemical industries.
– Dry Screw Pumps: Dry screw pumps are suitable for high-vacuum distillation processes. They use intermeshing screws to compress and transport gas or vapor. Dry screw pumps are known for their high pumping speeds, low noise levels, and oil-free operation.
Overall, vacuum pumps are integral to chemical distillation processes as they create the necessary reduced pressure environment that enables distillation at lower temperatures. By using vacuum pumps, it is possible to achieve better separation, improve energy efficiency, and handle heat-sensitive compounds effectively. The choice of vacuum pump depends on factors such as the required vacuum level, the scale of the distillation process, and the nature of the compounds being distilled.

Can Vacuum Pumps Be Used in Food Processing?
Yes, vacuum pumps are widely used in food processing for various applications. Here’s a detailed explanation:
Vacuum pumps play a crucial role in the food processing industry by enabling the creation and maintenance of vacuum or low-pressure environments. They offer several benefits in terms of food preservation, packaging, and processing. Here are some common applications of vacuum pumps in food processing:
1. Vacuum Packaging: Vacuum pumps are extensively used in vacuum packaging processes. Vacuum packaging involves removing air from the packaging container to create a vacuum-sealed environment. This process helps extend the shelf life of food products by inhibiting the growth of spoilage-causing microorganisms and reducing oxidation. Vacuum pumps are used to evacuate the air from the packaging, ensuring a tight seal and maintaining the quality and freshness of the food.
2. Freeze Drying: Vacuum pumps are essential in freeze drying or lyophilization processes used in food processing. Freeze drying involves removing moisture from food products while they are frozen, preserving their texture, flavor, and nutritional content. Vacuum pumps create a low-pressure environment that allows frozen water to directly sublimate from solid to vapor, resulting in the removal of moisture from the food without causing damage or loss of quality.
3. Vacuum Cooling: Vacuum pumps are utilized in vacuum cooling processes for rapid and efficient cooling of food products. Vacuum cooling involves placing the food in a vacuum chamber and reducing the pressure. This lowers the boiling point of water, facilitating the rapid evaporation of moisture and heat from the food, thereby cooling it quickly. Vacuum cooling helps maintain the freshness, texture, and quality of delicate food items such as fruits, vegetables, and bakery products.
4. Vacuum Concentration: Vacuum pumps are employed in vacuum concentration processes in the food industry. Vacuum concentration involves removing excess moisture from liquid food products to increase their solids content. By creating a vacuum, the boiling point of the liquid is reduced, allowing for gentle evaporation of water while preserving the desired flavors, nutrients, and viscosity of the product. Vacuum concentration is commonly used in the production of juices, sauces, and concentrates.
5. Vacuum Mixing and Deaeration: Vacuum pumps are used in mixing and deaeration processes in food processing. In the production of certain food products such as chocolates, confectioneries, and sauces, vacuum mixing is employed to remove air bubbles, achieve homogeneity, and improve product texture. Vacuum pumps aid in the removal of entrapped air and gases, resulting in smooth and uniform food products.
6. Vacuum Filtration: Vacuum pumps are utilized in food processing for vacuum filtration applications. Vacuum filtration involves separating solids from liquids or gases using a filter medium. Vacuum pumps create suction that draws the liquid or gas through the filter, leaving behind the solid particles. Vacuum filtration is commonly used in processes such as clarifying liquids, removing impurities, and separating solids from liquids in the production of beverages, oils, and dairy products.
7. Marinating and Brining: Vacuum pumps are employed in marinating and brining processes in the food industry. By applying a vacuum to the marinating or brining container, the pressure is reduced, allowing the marinade or brine to penetrate the food more efficiently. Vacuum marinating and brining help enhance flavor absorption, reduce marinating time, and improve the overall taste and texture of the food.
8. Controlled Atmosphere Packaging: Vacuum pumps are used in controlled atmosphere packaging (CAP) systems in the food industry. CAP involves modifying the gas composition within food packaging to extend the shelf life and maintain the quality of perishable products. Vacuum pumps aid in the removal of oxygen or other unwanted gases from the package, allowing the introduction of a desired gas mixture that preserves the food’s freshness and inhibits microbial growth.
These are just a few examples of how vacuum pumps are used in food processing. The ability to create and control vacuum or low-pressure environments is a valuable asset in preserving food quality, enhancing shelf life, and facilitating various processing techniques in the food industry.
editor by Dream 2024-05-16
China supplier Corrosion Protection Portable Electric Circulating Water Oilless Vacuum Pump Lab Pump 10L/Min vacuum pump for ac
Product Description
Corrosion Protection Portable Electric Circulating Water Oilless Vacuum Pump Lab Pump 10L/Min
Product Description
New Circulating Water Vacuum Pump is the latest designed vacuum pump model with circulating water as working fluid, and it adopts jet technology to create negative pressure. It is not only a kind of vacuum suction device, but also supplies cooling water to the reaction device simultaneously. It has non-oil, free-pollution, anti-corrosion, low noise, easy to move and so on features.
Circulating Water Vacuum Pump also provides vacuum conditions for evaporation, distillation, crystallization, drying, distillation, filtration pressure, and vacuum degassing experiments. It is indeed suitable for universities, research institutes, chemicals, pharmaceuticals, biochemical, food, pesticides, agricultural engineering, bioengineering, etc.
Vertical type:
Product Parameters
| Model | SHZ-D(III) | SHZ-C |
| Power(W) | 180 | 370 |
| Flow(L/min) | 60 | 80 |
| Lift(m) | 8 | 12 |
| Body material | Anti-corrosion/1Cr18 | Stainless Steel |
| Max. pressure (M Pa) | 0.098 | |
| Sucking rate for single tap(L/min) | 10 | |
| Quantity of tap (Pcs) | 2 | 5 |
| Tank capacity(L) | 15 | 50 |
| Remark | Can equipped with 2L, 5L glass reactor or rotary evaporator, The vacuum is better when the water temperature is between 4ºC and 10ºC | |
Product Features
Features of Liquid Ring Water Circulating Vacuum Pump:
- Five sets of air exhauster design, can be used independently or parallelly, Larger pumping.
- Corrosion resistance, no pollution, stable operation, low noise, long life.
- The tank is made from Polyvinyl chloride plastics, free-pollution; The shell adopts stainless steel material or static spring plastic.
- Host stainless steel movement and anti-corrosive movement models.
- The water-line target, light shows high, medium and low.
- With casters, easy to move in laboratory.
- The air exhaustor, three links, check valve, suction nozzle are made of PTFE, anti-acid and alkali.
Detail Display:
Product Application
Application of Circulating Water Pump:
It provides vacuum conditions for evaporation, distillation, crystallization, drying, distillation, filtration pressure, vacuum degassing experiments. Especially suitable for colleges and universities, research institutes, chemical, pharmaceutical, biochemical, food, pesticides, agricultural engineering, biological engineering etc industries’ scientific research, pilot and production.
The circulating water pump is used as a vacuum source for the rotary evaporator and glass reactor.
Company Profile
HangZhou CZPT Machinery and Instrument Equipment Co., Ltd. is specialized in R & D, production, sales, teaching and chemical biology pharmacy equipment integrated company. The main products are rotary evaporator, jacketed glass reactor, single layer glass reactor, circulating water vacuum pump, low-temperature reaction bath (slot), low-temperature cooling fluid circulating pump(cool chiller), vacuum drying oven, blast drying oven, freeze dryer, water/oil bath, magnetic heating stirrer, overhead mixer, ultrasonic cleaning machine, lift platform, etc. Besides, we act as agents of some domestic and foreign famous enterprise products, sustaining high praise in domestic junior colleges and universities, scientific research units, etc. Our products are sold to the USA, Australia, Asia, Brazil, Iran, Egypt, etc. countries and our customers have been fully affirmation.
Factory Size: 1,362
Main Markets: Central America, Mid East, Oceania, Africa, South America
Packaging & Shipping
| Pre-sale Service: 24 Hours online service for your consult. Help choose the right model, and a series of services, people, and advice. Provide discount for many sets of order Choose a payment term you convenient. Promptly production and delivery, inform you in time. |
After-sale service: 1 year warranty service and all-life maintenance. Technical Engineer is available for oversea training. Free change for some parts Remote control technical consult Maintenance plan |
Packaging:
-After use cartons inside, outside with wooden case packaging;
-Both neutral and customized packaging can be available.
Shipping:
-We can ship the goods to you by International Express such as DHL,TNT,EMS,FedEX and so on and you can also choose the appropriate 1 based on your timeline and budget. Besides, you can definitely choose to use your own shipping agent.
| Shipping method | Note |
| Express | Door to door, very convenient, don’t need to clearance or pick-up |
| By air | Airport to airport, you need to do the customs clearance and pick up the goods at your local airport, which you can have a local shipping agent to do for you. |
| By sea | Port to port and you need to do the customs clearance and pick-up the goods at your local port, which you can have a local shipping agent to do for you. |
FAQ
1. What’s the minimum order quantity?
One set at present.
2. What kind of payment terms do you accept?
Normally we accept TT, Paypal, Western Union, Alibaba Escrow, and L/C. The exact term will be discussed during the deal.
3. How will you deliver these goods?
It will be decided according to your quantity. Normally we will choose International Express, Air and sea.
4. How will we package glass equipment be?
We package these glass equipment in good and Nonfumigation standard wooden cases.
5. Can you accept OEM terms?
Sure.
6. How to choose suitable equipment?
You tell us your requirements (For example capacity, temperature range, pressure, etc ), we will recommend you the best suitable equipment.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Service Long Life |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil Free |
| Structure: | Jet Flow Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | Low Vacuum |

Types of vacuum pumps
A vacuum pump is a device that pulls gas molecules out of a sealed volume and maintains a partial vacuum. Its job is to create a relative vacuum within its capabilities. Several types of vacuum pumps are available, including scroll and rotary piston models. Each has its own characteristics and uses. To learn more, read this article.
Screw Pump
Screw vacuum pumps use a mechanical screw to move an air or gas chamber to the axial housing wall. The movement of the chamber reduces the volume of gas, which is pre-compressed before being expelled through the pressure connection. These pumps can be single-pitch models or variable-pitch models. Variable pitch models feature variable pitch rotors that help distribute heat loads evenly across the rotor. Some models also include a thermostatic control valve that shuts off the pump if the water temperature gets too high. Screw vacuum pumps are available in single-ended or double-ended designs. Single-ended and double-ended screw pumps provide up to 3.7 x 10-4 Torr and an ultimate vacuum of 900 m3/h (560 cfm), which is sufficient for many industrial processes. Progressive cavity pumps are particularly suitable for vapor compression applications. These pumps also have an internal rotor to minimize layer formation. Combined with air cooling, they are suitable for use in hazardous environments. In addition, the screw rotor design prevents the build-up of substances in the pump cavity that could react with high temperatures. These pumps are also easily removable for quick cleaning. Screw vacuum pumps are also designed for low cost and minimal maintenance. Agknx screw vacuum pumps are designed in Germany and are very reliable and economical. Pump performance depends on cooling system and temperature. The temperature of the water used should be kept within a certain range, otherwise the pump may overheat and fail. Screw vacuum pumps are often used in scientific experiments. They are standard main pumps in large storage rings, gravitational wave detectors, and space simulation chambers. One of the largest ultra-high vacuum chambers in the world is made of screw vacuum pumps. An example is the KATRIN experiment. There are two types of screw vacuum pumps: oil-sealed and dry. Oil-sealed screw pumps use oil as a sealant and coolant. They are suitable for demanding vacuum applications such as woodworking and plastics processing. Dry screw pumps have an air-cooled chamber, and they can achieve higher vacuum levels than oil-sealed pumps.
Rotary Piston Vacuum Pumps
Rotary Piston Vacuum Pumps provide the rugged performance essential for applications requiring vacuum. They can deliver flow rates up to 1280 acfm and reach deep vacuum levels up to 0.0004 Torr. They are available in single-stage and two-stage models. The report also provides detailed information about the key players, their financial status, and business overview. A rotary piston vacuum pump is a versatile and affordable vacuum device. They are available in single-stage and two-stage configurations with higher capacity and higher vacuum. They can be easily maintained by an in-house maintenance team or by a local third-party service shop. Pump manufacturers can also provide services. Rotary piston vacuum pumps are available in single-stage and compound designs. They are ideal for a variety of applications. Their high-performance design enables them to operate at any pressure up to atmospheric pressure. They also have no metal-to-metal contact, which makes them ideal for dirty applications. Whether you need a pump that can operate at high or low pressure, a rotary piston vacuum pump is an excellent choice. When purchasing a rotary piston vacuum pump, it is important to choose a manufacturer with a reputation for providing high-quality service and repairs. In addition to the high quality of the pump, you also need to ensure its availability. You should also consider the cost and quality of the part. A good vacuum pump company should also provide technical support, service support and accessories. Oil-free pumps are a popular choice for laboratories, clean rooms and confined rooms. Their high-quality parts are made from lightweight, corrosion-resistant and specially formulated polymers. Oil-free pumps can handle high levels of air moisture and are excellent at removing contaminants. However, they are not suitable for applications containing organic vapors or acids. Atlas Copco’s GLS rotary piston pumps are a popular choice for industrial vacuum applications. Its space-saving design makes it an ideal solution for harsh environments. It is also very reliable and has low lifecycle costs. It has an automatic lubrication system and water mizer to minimize water consumption. 
Scroll Vacuum Pumps
<br Scroll Vacuum Pumps can be used to pump air, gases, and other fluids. They are suitable for creating a vacuum in transfer chambers, mass spectrometers, and load lock chambers. They are also ideal for helium leak detectors and other analytical equipment. Scroll vacuum pumps are available in a variety of models, including the diaphragm, turbine, and oil-dry scroll models. They are used in a variety of industries, including the semiconductor, biotechnology, and pharmaceutical industries. Flexible and durable oil-free scroll vacuum pumps are an excellent choice for light industrial, general laboratory, and research applications. They also offer several advantages over other vacuum pumps, including low operating costs and environmental sustainability. Scroll vacuum pumps do not require oil, which is a big advantage in terms of cost. Scroll vacuum pumps are also quieter. Scroll vacuum pumps are designed for low, medium, and high vacuum systems. They create a high vacuum and cannot tolerate particles. Although they are relatively small, they are ideal for vacuum laboratory applications and are also suitable for dry vacuum pumping. They can be combined with chemically resistant PTFE components, making them more suitable for chemical applications. Scroll vacuum pumps feature a unique design that makes them very versatile and efficient. The pump has two helical structures, one is fixed and the other is rotating, which can effectively pump gas and liquid. When the rotor begins to move, the gas is compressed slightly and then flows through the system to the exhaust port. Scroll vacuum pumps are efficient, oil-free and compact. Known for their high tolerance to the atmosphere, they feature sensorless INFORM(r) control to minimize noise and vibration. These vacuum pumps are ideal for low to medium flow applications including analytical equipment, freeze dryers, vacuum coaters and mass spectrometers. The most important advantage of a scroll vacuum pump is its reliability. They can be used for three years or more without problems and are easy to maintain. With proper maintenance, they can reduce repair costs. 
Diaphragm vacuum pumps
Diaphragm vacuum pumps are used in a variety of industrial processes. These pumps use an elastic diaphragm fixed around the outer diameter. They are efficient and can handle most types of liquids. They are commonly used for dewatering, filling and water removal. These pumps are easy to maintain. Diaphragm vacuum pumps are available in a variety of sizes and power outputs. Oil-free diaphragm vacuum pumps do not require oil, lubrication and cooling. These pumps are compatible with many types of laboratory equipment. Diaphragm vacuum pumps are equipped with dual voltage motors and DC drives for greater flexibility and durability. Diaphragm vacuum pumps can achieve higher vacuum levels than rotary vane pumps. They are more efficient than diaphragm pumps. They do not require oil and require less maintenance than their rotary vane counterparts. However, the diaphragms of these pumps may need to be replaced every few years. Diaphragm vacuum pumps are the most popular type of vacuum pump and can be used for a variety of applications. They can be used for everyday work and can be large enough to be used in a vacuum oven or rotary evaporator. Diaphragm vacuum pumps use pulsed motion to move air. They eliminate the need for oil and are highly chemical and steam resistant. They can handle a wide variety of samples, including high viscosity liquids. Diaphragm vacuum pumps are generally smaller than other types of vacuum pumps. Scroll pumps are made of metal and are generally recommended for solvent and water samples. They are not recommended for high acid samples. However, they are suitable for freeze drying. They can also be used for concentration applications. In this way, they have greater displacement capacity and can reach higher ultimate vacuum levels.
editor by Dream 2024-05-16
China Best Sales Water Circulating Ring Stainless Steel Liquid Ring Vacuum Pump for Beverage Industry vacuum pump design
Product Description
Water circulating Ring stainless steel liquid ring vacuum pump for Beverage Industry
Product Description
Mainly used to remove air and other gases that are corrosive, insoluble in water, and may contain a small amount of dust. Widely used in vacuum evaporation, concentration, feeding, dehydration, drying and other processes in industries such as food, textile, pharmaceutical, and chemical. This series of pumps has the characteristics of compact structure, reliable use, easy installation and disassembly, and simple maintenance.
Product Parameters
|
Model |
SK-1.5 |
SK-3 |
SK-6 |
SK-12 |
SK-20 |
SK-30 |
|
Pumping speed(m³/min) |
1.5 |
3 |
6 |
12 |
20 |
30 |
|
Ultimate pressure(Pa) |
6700 |
6700 |
6700 |
6700 |
6700 |
6700 |
|
Nominal Motor speed(rpm) |
1430 |
1450 |
1460 |
980 |
740 |
740 |
|
Nominal Motor current(A) |
8.8 |
15.4 |
30.1 |
44.7 |
77.8 |
111.2 |
|
Pumping size(mm) |
1105X400X405 |
1315X460X525 |
1580X600X630 |
2052X430X857 |
2345X720X1100 |
12670X780X1100 |
|
Weight (with oil filling)kg |
180 |
275 |
450 |
900 |
1940 |
2340 |
|
Type of protection(IP) |
55 |
55 |
55 |
55 |
55 |
55 |
|
flow of supiying water(m³/h) |
10~15 |
15~20 |
25~35 |
40~50 |
60~80 |
70~90 |
|
Motor Voltage/motor base frequency(V/Hz) |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
Detailed Photos
Company Profile
HangZhou Sifang Vacuum Equipment Co., Ltd. specializes in the production of vacuum furnaces, vacuum pumps, steel drums and other products.”Sifang” is the registered trademark of the company’s products.
our company is 1 professional vacuum equipment manufacturer in HangZhou, China. We specialize in vacuum pumps, furnaces, systems and components for diverse applications. We produce rotary vane vacuum pumps, water ring vacuum pumps, reciprocating vacuum pumps, roots vacuum pump units, vacuum heat treatment furnaces, vacuum aluminum brazing furnaces, high temperature brazing fur- naces, vacuum sintering furnaces, monocrystalline silicon furnaces and other products. All these vacuum equipment are widely used in aviation, aerospace, military, railway, automobile, machinery, mold, electronics, metallurgy, scientific research and other fields.
We have professional engineer support, high efficiency sales team and competitive price superiority, and attract customers from all over the world, we export to over 40 countries, including Europe, Poland, Serbia, Turkey, Russia, USA, Mexico, Brazil, India, Thailand, Middle east and South Africa.
After several years’ development, We have achieved great progress, we are equipped with the AutomaticCNCmachines and multi-func- tion testing machines. Our R&D department provide the strong tech- nical support and enable us to receive some 0 E M, O D M projects. We can produce at least 3000 sets vacuum equipment per year. With our innovative and energy-efficient vacuum equipment that is put to work in a multitude of manufacturing and process applica- tions, we also offer you a comprehensive suite of CZPT ser- vices to complement our products.
FAQ
1.Q: Are you a factory or trading company?
A: We are a factory and we have professional team of workers,Designers and inspectors.
2.Q:Do you accept custom?
A:Of course.We have professional teams who make your designs,photos,imagines and OEM orders into real production.
3.Q:What’s your advantages?
A: Quick response to your enquiry,
High quality control,
Reasonable price,
Timely delivery,
Excellent after-sales service,
OEM/ODM are welcome
4.Q:What’s your shipping terms?
A:If you need to ship by air,we can use DHL,UPS,FedEx,TNT or EMS.If you need to ship by sea,we have many good forwarders to work with,they can provide the best price for you.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Support |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Structure: | Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | Vacuum |
| Customization: |
Available
|
|
|---|

Types of vacuum pumps
A vacuum pump is a device that draws gas molecules from a sealed volume and leaves a partial vacuum in its wake. Its job is to create a relative vacuum within a specific volume or volume. There are many types of vacuum pumps, including centrifugal, screw and diaphragm.
Forward centrifugal pump
Positive displacement centrifugal vacuum pumps are one of the most commonly used pump types in the oil and gas industry. Their efficiency is limited to a range of materials and can handle relatively high solids concentrations. However, using these pumps has some advantages over other types of pumps.
Positive displacement pumps have an enlarged cavity on the suction side and a reduced cavity on the discharge side. This makes them ideal for applications involving high viscosity fluids and high pressures. Their design makes it possible to precisely measure and control the amount of liquid pumped. Positive displacement pumps are also ideal for applications requiring precise metering.
Positive displacement pumps are superior to centrifugal pumps in several ways. They can handle higher viscosity materials than centrifuges. These pumps also operate at lower speeds than centrifugal pumps, which makes them more suitable for certain applications. Positive displacement pumps are also less prone to wear.
Positive displacement vacuum pumps operate by drawing fluid into a chamber and expanding it to a larger volume, then venting it to the atmosphere. This process happens several times per second. When maximum expansion is reached, the intake valve closes, the exhaust valve opens, and fluid is ejected. Positive displacement vacuum pumps are highly efficient and commonly used in many industries.
Self-priming centrifugal pump
Self-priming centrifugal pumps are designed with a water reservoir to help remove air from the pump. This water is then recirculated throughout the pump, allowing the pump to run without air. The water reservoir can be located above or in front of the impeller. The pump can then reserve water for the initial start.
The casing of the pump contains an increasingly larger channel forming a cavity retainer and semi-double volute. When water enters the pump through channel A, it flows back to the impeller through channels B-C. When the pump is started a second time, the water in the pump body will be recirculated back through the impeller. This recycling process happens automatically.
These pumps are available in a variety of models and materials. They feature special stainless steel castings that are corrosion and wear-resistant. They can be used in high-pressure applications and their design eliminates the need for inlet check valves and intermediate valves. They can also be equipped with long intake pipes, which do not require activation.
Self-priming centrifugal pumps are designed to run on their own, but there are some limitations. They cannot operate without a liquid source. A foot valve or external liquid source can help you start the self-priming pump.
Screw Pump
The mechanical and thermal characteristics of a screw vacuum pump are critical to its operation. They feature a small gap between the rotor and stator to minimize backflow and thermal growth. Temperature is a key factor in their performance, so they have an internal cooling system that uses water that circulates through the pump’s stator channels. The pump is equipped with a thermostatically controlled valve to regulate the water flow. Also includes a thermostatic switch for thermal control.
Screw vacuum pumps work by trapping gas in the space between the rotor and the housing. The gas is then moved to the exhaust port, where it is expelled at atmospheric pressure. The tapered discharge end of the screw further reduces the volume of gas trapped in the chamber. These two factors allow the pump to work efficiently and safely.
Screw vacuum pumps are designed for a variety of applications. In some applications, the pump needs to operate at very low pressures, such as when pumping large volumes of air. For this application, the SCREWLINE SP pump is ideal. Their low discharge temperature and direct pumping path ensure industrial process uptime. These pumps also feature non-contact shaft seals to reduce mechanical wear. Additionally, they feature a special cantilever bearing arrangement to eliminate potential sources of bearing failure and lubrication contamination.
Screw vacuum pumps use an air-cooled screw to generate a vacuum. They are compact, and clean, and have a remote monitoring system with built-in intelligence. By using the app, users can monitor pump performance remotely. 
Diaphragm Pump
Diaphragm vacuum pumps are one of the most common types of vacuum pumps found in laboratories and manufacturing facilities. The diaphragm is an elastomeric membrane held in place around the outer diameter. While it is not possible to seal a diaphragm vacuum pump, there are ways to alleviate the problems associated with this design.
Diaphragm vacuum pumps are versatile and can be used in a variety of clean vacuum applications. These pumps are commercially available with a built-in valve system, but they can also be modified to include one. Because diaphragm pumps are so versatile, it’s important to choose the right type for the job. Understanding how pumps work will help you match the right pump to the right application.
Diaphragm vacuum pumps offer a wide range of advantages, including an extremely long service life. Most diaphragm pumps can last up to ten thousand hours. However, they may be inefficient for processes that require deep vacuum, in which case alternative technologies may be required. Additionally, due to the physics of diaphragm pumps, the size of these pumps may be limited. Also, they are not suitable for high-speed pumping.
Diaphragm vacuum pumps are a versatile subset of laboratory pumps. They are popular for their oil-free construction and low maintenance operation. They are available in a variety of styles and have many optional features. In addition to low maintenance operation, they are chemically resistant and can be used with a variety of sample types. However, diaphragm pumps tend to have lower displacements than other vacuum pumps.
Atmospheric pressure is a key factor in a vacuum pump system
Atmospheric pressure is the pressure created by the collision of air molecules. The more they collide, the greater the pressure. This applies to pure gases and mixtures. When you measure atmospheric pressure, the pressure gauge reads about 14.7 psia. The higher the pressure, the greater the force on the gas molecules.
The gas entering the vacuum pump system is below atmospheric pressure and may contain entrained liquids. The mechanism of this process can be explained by molecular kinetic energy theory. The theory assumes that gas molecules in the atmosphere have high velocities. The resulting gas molecules will then start moving in random directions, colliding with each other and creating pressure on the walls of the vacuum vessel.
Atmospheric pressure is a critical factor in a vacuum pump system. A vacuum pump system is useless without proper atmospheric pressure measurement. The pressure in the atmosphere is the total pressure of all gases, including nitrogen and oxygen. Using total pressure instead of partial pressure can cause problems. The thermal conductivity of various gases varies widely, so working at full pressure can be dangerous.
When choosing a vacuum pump, consider its operating range. Some pumps operate at low atmospheric pressure, while others are designed to operate at high or ultra-high pressure. Different types of pumps employ different technologies that enhance their unique advantages. 
The screw pump is less efficient in pumping gases with smaller molecular weight
Vacuuming requires a high-quality pump. This type of pump must be able to pump gas of high purity and very low pressure. Screw pumps can be used in laboratory applications and are more efficient when pumping small molecular weight gases. Chemical resistance is critical to pump life. Chemical resistant materials are also available. Chemically resistant wetted materials minimize wear.
Gear pumps are more efficient than screw pumps, but are less efficient when pumping lower molecular weight gases. Gear pumps also require a larger motor to achieve the same pumping capacity. Compared to gear pumps, progressive cavity pumps also have lower noise levels and longer service life. In addition, gear pumps have a large footprint and are not suitable for tight spaces.
Progressive cavity pumps have two or three screws and a housing and side cover. They are also equipped with gears and bearings. Their mechanical design allows them to operate in high pressure environments with extremely low noise. The progressive cavity pump is a versatile pump that can be used in a variety of applications.
Dry screw compressors have different aspect ratios and can operate at high and low pressures. The maximum allowable differential pressure for screw compressors ranges from 0.4 MPa for 3/5 rotors to 1.5 MPa for 4/6 rotors. These numbers need to be determined on a case-by-case basis.
editor by Dream 2024-05-15
China manufacturer 2BV Series Stainless Steel Water Ring Vacuum Pump for Chemical vacuum pump engine
Product Description
2BV series Stainless Steel Water Ring Vacuum Pump for Chemical
2BV Vacuum Pump Introduction:
1. 2BV new type high quality high performance high limited vacuum liquid ring air vacuum pump water ring vacuum pump used in sucking gas and water vapor, inspiratory pressure can reach 33mbar absolute pressure.
2. When the water ring vacuum pumps in inspiratory pressure limits of working liquid vacuum (saturated steam pressure) for a long time, should work under cavitation protection tube connection to the pump to protect.
3. The standard seals are all used the mechanical seals. Material has FPM and PTFE
4. The pump have the cavitation protection port. When they work under the condition near the limited vacuum, the cavitation protect port opens (or connects with the separator)to get rid of the screaming to protect the pump.
5. Aluminum bronze impeller is of high intensity and wearing well. The erosive-proof capacity of the pump can be improved by using it. If the parts where the liquid flows are made of the stainless steel, the pumps can be used under the more rigorous condition.
6. Widely used in food industry, textile industry, medicine industry, chemical industry or other industries.
2BV Vacuum Pump Data Sheet(Please Contact Us For More Models)
2BV True Photo
Factory Introduction
Our company HangZhou CHINAMFG PUMP INDUSTRY Co., Ltd specialized in pumps more than 20 years.
We have more than 20000 square CHINAMFG modern factory and 100+ professional engineers,workers.
Our business scope have covered all kinds of pumps, like centrifugal pump, submersible pump,
vacuum pump, sewage pump, chemical pump, screw pump, diaphragm pump, fire pump, water supply
equipment and so on. Also welcome custom-made and OEM service. Our pumps are popular in
Southeast Asia, Middle Asia, Africa and Europe.
Every customer mostly care about products quality, our group have passed ISO9001: 2008 quality
control system. Double testing is our quality policy. 12 months warranty time and necessary spare
parts are welcomed by our customers. For international trade, third party inspection is supported.
FAQ
Q1:Are you manufacturer or trading company?
A:We are professional pump manufacturer and export pumps by ourselves.
Q2:What’s your business scope?
A:We manufacture all kinds of centrifugal pump,sewage pump,vacuum pump,chemical pump,pump equipment and so on.
Q3:What’s information for enquiry?
A:Basic information:flow,head and power
Q4:What’s your payment terms?
A:Common payment terms:T/T,30% deposit,balance payment before shipment.
Western Union,Paypal
Q5:Terms of Shipment?
A:EXW,FOB,CIF,CPT.By sea,air or express.
Q6:How about warranty and after-service?
A:12 months warranty time after receiving days,not include quick-wear parts and default phase.
We promise 24 hours action for your problem.And send parts by air or express for maintain. /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Yes |
|---|---|
| Warranty: | One Year |
| Oil or Not: | Lubricated Oil |
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
|
Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|

Can Vacuum Pumps Be Used for Vacuum Packaging?
Yes, vacuum pumps can be used for vacuum packaging. Here’s a detailed explanation:
Vacuum packaging is a method used to remove air from a package or container, creating a vacuum environment. This process helps to extend the shelf life of perishable products, prevent spoilage, and maintain product freshness. Vacuum pumps play a crucial role in achieving the desired vacuum level for effective packaging.
When it comes to vacuum packaging, there are primarily two types of vacuum pumps commonly used:
1. Single-Stage Vacuum Pumps: Single-stage vacuum pumps are commonly used for vacuum packaging applications. These pumps use a single rotating vane or piston to create a vacuum. They can achieve moderate vacuum levels suitable for most packaging requirements. Single-stage pumps are relatively simple in design, compact, and cost-effective.
2. Rotary Vane Vacuum Pumps: Rotary vane vacuum pumps are another popular choice for vacuum packaging. These pumps utilize multiple vanes mounted on a rotor to create a vacuum. They offer higher vacuum levels compared to single-stage pumps, making them suitable for applications that require deeper levels of vacuum. Rotary vane pumps are known for their reliability, consistent performance, and durability.
When using vacuum pumps for vacuum packaging, the following steps are typically involved:
1. Preparation: Ensure that the packaging material, such as vacuum bags or containers, is suitable for vacuum packaging and can withstand the vacuum pressure without leakage. Place the product to be packaged inside the appropriate packaging material.
2. Sealing: Properly seal the packaging material, either by heat sealing or using specialized vacuum sealing equipment. This ensures an airtight enclosure for the product.
3. Vacuum Pump Operation: Connect the vacuum pump to the packaging equipment or directly to the packaging material. Start the vacuum pump to initiate the vacuuming process. The pump will remove the air from the packaging, creating a vacuum environment.
4. Vacuum Level Control: Monitor the vacuum level during the packaging process using pressure gauges or vacuum sensors. Depending on the specific packaging requirements, adjust the vacuum level accordingly. The goal is to achieve the desired vacuum level suitable for the product being packaged.
5. Sealing and Closure: Once the desired vacuum level is reached, seal the packaging material completely to maintain the vacuum environment. This can be done by heat sealing the packaging material or using specialized sealing mechanisms designed for vacuum packaging.
6. Product Labeling and Storage: After sealing, label the packaged product as necessary and store it appropriately, considering factors such as temperature, humidity, and light exposure, to maximize product shelf life.
It’s important to note that the specific vacuum level required for vacuum packaging may vary depending on the product being packaged. Some products may require a partial vacuum, while others may require a more stringent vacuum level. The choice of vacuum pump and the control mechanisms employed will depend on the specific vacuum packaging requirements.
Vacuum pumps are widely used in various industries for vacuum packaging applications, including food and beverage, pharmaceuticals, electronics, and more. They provide an efficient and reliable means of creating a vacuum environment, helping to preserve product quality and extend shelf life.

Considerations for Selecting a Vacuum Pump for Cleanroom Applications
When it comes to selecting a vacuum pump for cleanroom applications, several considerations should be taken into account. Here’s a detailed explanation:
Cleanrooms are controlled environments used in industries such as semiconductor manufacturing, pharmaceuticals, biotechnology, and microelectronics. These environments require strict adherence to cleanliness and particle control standards to prevent contamination of sensitive processes or products. Selecting the right vacuum pump for cleanroom applications is crucial to maintain the required level of cleanliness and minimize the introduction of contaminants. Here are some key considerations:
1. Cleanliness: The cleanliness of the vacuum pump is of utmost importance in cleanroom applications. The pump should be designed and constructed to minimize the generation and release of particles, oil vapors, or other contaminants into the cleanroom environment. Oil-free or dry vacuum pumps are commonly preferred in cleanroom applications as they eliminate the risk of oil contamination. Additionally, pumps with smooth surfaces and minimal crevices are easier to clean and maintain, reducing the potential for particle buildup.
2. Outgassing: Outgassing refers to the release of gases or vapors from the surfaces of materials, including the vacuum pump itself. In cleanroom applications, it is crucial to select a vacuum pump with low outgassing characteristics to prevent the introduction of contaminants into the environment. Vacuum pumps specifically designed for cleanroom use often undergo special treatments or use materials with low outgassing properties to minimize this effect.
3. Particle Generation: Vacuum pumps can generate particles due to the friction and wear of moving parts, such as rotors or vanes. These particles can become a source of contamination in cleanrooms. When selecting a vacuum pump for cleanroom applications, it is essential to consider the pump’s particle generation level and choose pumps that have been designed and tested to minimize particle emissions. Pumps with features like self-lubricating materials or advanced sealing mechanisms can help reduce particle generation.
4. Filtration and Exhaust Systems: The filtration and exhaust systems associated with the vacuum pump are critical for maintaining cleanroom standards. The vacuum pump should be equipped with efficient filters that can capture and remove any particles or contaminants generated during operation. High-quality filters, such as HEPA (High-Efficiency Particulate Air) filters, can effectively trap even the smallest particles. The exhaust system should be properly designed to ensure that filtered air is released outside the cleanroom or passes through additional filtration before being reintroduced into the environment.
5. Noise and Vibrations: Noise and vibrations generated by vacuum pumps can have an impact on cleanroom operations. Excessive noise can affect the working environment and compromise communication, while vibrations can potentially disrupt sensitive processes or equipment. It is advisable to choose vacuum pumps specifically designed for quiet operation and that incorporate measures to minimize vibrations. Pumps with noise-dampening features and vibration isolation systems can help maintain a quiet and stable cleanroom environment.
6. Compliance with Standards: Cleanroom applications often have specific industry standards or regulations that must be followed. When selecting a vacuum pump, it is important to ensure that it complies with relevant cleanroom standards and requirements. Considerations may include ISO cleanliness standards, cleanroom classification levels, and industry-specific guidelines for particle count, outgassing levels, or allowable noise levels. Manufacturers that provide documentation and certifications related to cleanroom suitability can help demonstrate compliance.
7. Maintenance and Serviceability: Proper maintenance and regular servicing of vacuum pumps are essential for their reliable and efficient operation. When choosing a vacuum pump for cleanroom applications, consider factors such as ease of maintenance, availability of spare parts, and access to service and support from the manufacturer. Pumps with user-friendly maintenance features, clear service instructions, and a responsive customer support network can help minimize downtime and ensure continued cleanroom performance.
In summary, selecting a vacuum pump for cleanroom applications requires careful consideration of factors such as cleanliness, outgassing characteristics, particle generation, filtration and exhaust systems, noise and vibrations, compliance with standards, and maintenance requirements. By choosing vacuum pumps designed specifically for cleanroom use and considering these key factors, cleanroom operators can maintain the required level of cleanliness and minimize the risk of contamination in their critical processes and products.
How Are Vacuum Pumps Different from Air Compressors?
Vacuum pumps and air compressors are both mechanical devices used to manipulate air and gas, but they serve opposite purposes. Here’s a detailed explanation of their differences:
1. Function:
– Vacuum Pumps: Vacuum pumps are designed to remove or reduce the pressure within a closed system, creating a vacuum or low-pressure environment. They extract air or gas from a chamber, creating suction or negative pressure.
– Air Compressors: Air compressors, on the other hand, are used to increase the pressure of air or gas. They take in ambient air or gas and compress it, resulting in higher pressure and a compacted volume of air or gas.
2. Pressure Range:
– Vacuum Pumps: Vacuum pumps are capable of generating pressures below atmospheric pressure or absolute zero pressure. The pressure range typically extends into the negative range, expressed in units such as torr or pascal.
– Air Compressors: Air compressors, on the contrary, operate in the positive pressure range. They increase the pressure above atmospheric pressure, typically measured in units like pounds per square inch (psi) or bar.
3. Applications:
– Vacuum Pumps: Vacuum pumps have various applications where the creation of a vacuum or low-pressure environment is required. They are used in processes such as vacuum distillation, vacuum drying, vacuum packaging, and vacuum filtration. They are also essential in scientific research, semiconductor manufacturing, medical suction devices, and many other industries.
– Air Compressors: Air compressors find applications where compressed air or gas at high pressure is needed. They are used in pneumatic tools, manufacturing processes, air conditioning systems, power generation, and inflating tires. Compressed air is versatile and can be employed in numerous industrial and commercial applications.
4. Design and Mechanism:
– Vacuum Pumps: Vacuum pumps are designed to create a vacuum by removing air or gas from a closed system. They may use mechanisms such as positive displacement, entrapment, or momentum transfer to achieve the desired vacuum level. Examples of vacuum pump types include rotary vane pumps, diaphragm pumps, and diffusion pumps.
– Air Compressors: Air compressors are engineered to compress air or gas, increasing its pressure and decreasing its volume. They use mechanisms like reciprocating pistons, rotary screws, or centrifugal force to compress the air or gas. Common types of air compressors include reciprocating compressors, rotary screw compressors, and centrifugal compressors.
5. Direction of Air/Gas Flow:
– Vacuum Pumps: Vacuum pumps draw air or gas into the pump and then expel it from the system, creating a vacuum within the chamber or system being evacuated.
– Air Compressors: Air compressors take in ambient air or gas and compress it, increasing its pressure and storing it in a tank or delivering it directly to the desired application.
While vacuum pumps and air compressors have different functions and operate under distinct pressure ranges, they are both vital in various industries and applications. Vacuum pumps create and maintain a vacuum or low-pressure environment, while air compressors compress air or gas to higher pressures for different uses and processes.
editor by Dream 2024-05-15
China Hot selling Water Ring Vacuum Pump 2BV for CNC Router with Good quality
Product Description
Greentech International (Xihu (West Lake) Dis.) Co., Ltd is the professional vacuum pump supplier.
2BV series water ring vacuum pumps are suitable for pumping the gases and steam. Its suction pressure can reach 33mbar (ABS) (i. e. 97 % vacuum degree). If the transformer oil is used as the operating liquid, these pumps are called oil ring vacuum pump and the suction pressure can reach 6.7mbar (ABS) (i. e. 99 % vacuum degree). So the oil ring vacuum pumps can replace the reciprocated vacuum pumps completely. When the liquid ring vacuum pumps work under the condition near the limited vacuum for a long time, it is necessary to couple with the cavitation protection pipe in order to get rid of the screaming and protect the pump.
When the compressor is working, the maximum pressure is 0.26MPa (ABS). And the higher of discharge pressure, the larger of the power of the compressors. So it is necessary that the data of the discharge pressure is provided to choose the proper motor.
2BV2-Ex, 2BV6 series water ring vacuum pumps and compressors are mainly used for pumping the explosive gases or work in the flammable and explosive environment. The technical parameter of each type is the same as the corresponding type of the 2BV2 or 2BV5 series products.
2BV series stainless steel pumps can be used under the conditions with higher requirements for the corrosive-proof or the lustration.
According to the working situation, the material of all the parts where the liquid flows (i. e. Pump casing, pump cover, port plate, and impeller)are made of various stainless steel as bellow:
SUS304 (0Cr18Ni9), SUS316 (0Cr17Ni12Mo2), SUS316L (00Cr17Ni14Mo2)
The material of the shaft is 2Cr13 or 0Cr18Ni12Mo2Ti
The mechanical seals are used the John Crane products and the seals material is optional for FPM or PTFE.
2BV series products possess the characteristics as bellow
· The close-coupled design is convenient to install and can save space.
· The standard seals are all used the John Crane mechanical seals.
· 2BV series products have the cavitation protection port. When they work under the condition near the limited vacuum, the cavitation protect port opens (or connects with the separator)to get rid of the screaming to protect the pump.
· Aluminum bronze impeller is of high intensity and wearing well. The erosive-proof capacity of the pump can be improved by using it. If the parts where the liquid flows are made of the stainless steel, the pumps can be used under the more rigorous condition.
· The unique design of the discharge port can protect the pump from the over-pressure to ensure the best efficient performance in the working range of the pump.
· The motors are all adopted Y2 series products. The protection class is IP54 or IP55 (normal is IP44) and the insulation grade is F.
· The bearings are all used the imported products with brand name of CHINAMFG or NSK.
| Type | Suction capacity m 3 /min |
Limited vacuum mbar(MPa) |
Motor power kW |
Explosive-proof grade of motor | Protection grade of motor | Pump Speed r.p.m |
Liquid flowrate L/min |
Noise dB(A) |
Weight kg |
| 2BV2 060 | 0.45 |
33mbar |
1.1 |
No |
IP54 |
2880 | 2 | 62 | 31 |
| 2BV2 061 | 0.86 | 1.5 | 2880 | 2 | 65 | 35 | |||
| 2BV2 070 | 1.33 | 3 | 2850 | 2.5 | 66 | 56 | |||
| 2BV2 071 | 1.83 | 4 | 2860 | 4.2 | 72 | 65 | |||
| 2BV2 060-Ex | 0.45 | 1.1 |
dIIBT4 |
IP55 |
2880 | 2 | 62 | 39 | |
| 2BV2 061-Ex | 0.86 | 1.5 | 2880 | 2 | 65 | 45 | |||
| 2BV2 070-Ex | 1.33 | 3 | 2850 | 2.5 | 66 | 66 | |||
| 2BV2 071-Ex | 1.83 | 4 | 2860 | 4.2 | 72 | 77 | |||
| 2BV5 110 | 2.75 | 4 |
No |
IP54 |
1450 | 6.7 | 63 | 103 | |
| 2BV5 111 | 3.83 | 5.5 | 1450 | 8.3 | 68 | 117 | |||
| 2BV5 121 | 4.66 | 7.5 | 1450 | 10 | 69 | 149 | |||
| 2BV5 131 | 6.66 | 11 | 1430 | 15 | 73 | 205 | |||
| 2BV5 161 | 8.33 | 15 | 970 | 20 | 74 | 331 | |||
| 2BV6 110 | 2.75 | 4 |
dIIBT4 |
IP55 |
1450 | 6.7 | 63 | 153 | |
| 2BV6 111 | 3.83 | 5.5 | 1450 | 8.3 | 68 | 208 | |||
| 2BV6 121 | 4.66 | 7.5 | 1450 | 10 | 69 | 240 | |||
| 2BV6 131 | 6.66 | 11 | 1430 | 15 | 73 | 320 | |||
| 2BV6 161 | 8.33 | 15 | 970 | 20 | 74 | 446 |
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Kinetic Vacuum Pump |
| Vacuum Degree: | Vacuum |
| Work Function: | Pre-Suction Pump |
| Working Conditions: | Wet |
| Customization: |
Available
|
|
|---|

What Is the Impact of Altitude on Vacuum Pump Performance?
The performance of vacuum pumps can be influenced by the altitude at which they are operated. Here’s a detailed explanation:
Altitude refers to the elevation or height above sea level. As the altitude increases, the atmospheric pressure decreases. This decrease in atmospheric pressure can have several effects on the performance of vacuum pumps:
1. Reduced Suction Capacity: Vacuum pumps rely on the pressure differential between the suction side and the discharge side to create a vacuum. At higher altitudes, where the atmospheric pressure is lower, the pressure differential available for the pump to work against is reduced. This can result in a decrease in the suction capacity of the vacuum pump, meaning it may not be able to achieve the same level of vacuum as it would at lower altitudes.
2. Lower Ultimate Vacuum Level: The ultimate vacuum level, which represents the lowest pressure that a vacuum pump can achieve, is also affected by altitude. As the atmospheric pressure decreases with increasing altitude, the ultimate vacuum level that can be attained by a vacuum pump is limited. The pump may struggle to reach the same level of vacuum as it would at sea level or lower altitudes.
3. Pumping Speed: Pumping speed is a measure of how quickly a vacuum pump can remove gases from a system. At higher altitudes, the reduced atmospheric pressure can lead to a decrease in pumping speed. This means that the vacuum pump may take longer to evacuate a chamber or system to the desired vacuum level.
4. Increased Power Consumption: To compensate for the decreased pressure differential and achieve the desired vacuum level, a vacuum pump operating at higher altitudes may require higher power consumption. The pump needs to work harder to overcome the lower atmospheric pressure and maintain the necessary suction capacity. This increased power consumption can impact energy efficiency and operating costs.
5. Efficiency and Performance Variations: Different types of vacuum pumps may exhibit varying degrees of sensitivity to altitude. Oil-sealed rotary vane pumps, for example, may experience more significant performance variations compared to dry pumps or other pump technologies. The design and operating principles of the vacuum pump can influence its ability to maintain performance at higher altitudes.
It’s important to note that vacuum pump manufacturers typically provide specifications and performance curves for their pumps based on standardized conditions, often at or near sea level. When operating a vacuum pump at higher altitudes, it is advisable to consult the manufacturer’s guidelines and consider any altitude-related limitations or adjustments that may be necessary.
In summary, the altitude at which a vacuum pump operates can have an impact on its performance. The reduced atmospheric pressure at higher altitudes can result in decreased suction capacity, lower ultimate vacuum levels, reduced pumping speed, and potentially increased power consumption. Understanding these effects is crucial for selecting and operating vacuum pumps effectively in different altitude environments.

What Is the Difference Between Dry and Wet Vacuum Pumps?
Dry and wet vacuum pumps are two distinct types of pumps that differ in their operating principles and applications. Here’s a detailed explanation of the differences between them:
Dry Vacuum Pumps:
Dry vacuum pumps operate without the use of any lubricating fluid or sealing water in the pumping chamber. They rely on non-contact mechanisms to create a vacuum. Some common types of dry vacuum pumps include:
1. Rotary Vane Pumps: Rotary vane pumps consist of a rotor with vanes that slide in and out of slots in the rotor. The rotation of the rotor creates chambers that expand and contract, allowing the gas to be pumped. The vanes and the housing are designed to create a seal, preventing gas from flowing back into the pump. Rotary vane pumps are commonly used in laboratories, medical applications, and industrial processes where a medium vacuum level is required.
2. Dry Screw Pumps: Dry screw pumps use two or more intermeshing screws to compress and transport gas. As the screws rotate, the gas is trapped between the threads and transported from the suction side to the discharge side. Dry screw pumps are known for their high pumping speeds, low noise levels, and ability to handle various gases. They are used in applications such as semiconductor manufacturing, chemical processing, and vacuum distillation.
3. Claw Pumps: Claw pumps use two rotors with claw-shaped lobes that rotate in opposite directions. The rotation creates a series of expanding and contracting chambers, enabling gas capture and pumping. Claw pumps are known for their oil-free operation, high pumping speeds, and suitability for handling dry and clean gases. They are commonly used in applications such as automotive manufacturing, food packaging, and environmental technology.
Wet Vacuum Pumps:
Wet vacuum pumps, also known as liquid ring pumps, operate by using a liquid, typically water, to create a seal and generate a vacuum. The liquid ring serves as both the sealing medium and the working fluid. Wet vacuum pumps are commonly used in applications where a higher level of vacuum is required or when handling corrosive gases. Some key features of wet vacuum pumps include:
1. Liquid Ring Pumps: Liquid ring pumps feature an impeller with blades that rotate eccentrically within a cylindrical casing. As the impeller rotates, the liquid forms a ring against the casing due to centrifugal force. The liquid ring creates a seal, and as the impeller spins, the volume of the gas chamber decreases, leading to the compression and discharge of gas. Liquid ring pumps are known for their ability to handle wet and corrosive gases, making them suitable for applications such as chemical processing, oil refining, and wastewater treatment.
2. Water Jet Pumps: Water jet pumps utilize a jet of high-velocity water to create a vacuum. The water jet entrains gases, and the mixture is then separated in a venturi section, where the water is recirculated, and the gases are discharged. Water jet pumps are commonly used in laboratories and applications where a moderate vacuum level is required.
The main differences between dry and wet vacuum pumps can be summarized as follows:
1. Operating Principle: Dry vacuum pumps operate without the need for any sealing fluid, while wet vacuum pumps utilize a liquid ring or water as a sealing and working medium.
2. Lubrication: Dry vacuum pumps do not require lubrication since there is no contact between moving parts, whereas wet vacuum pumps require the presence of a liquid for sealing and lubrication.
3. Applications: Dry vacuum pumps are suitable for applications where a medium vacuum level is required, and oil-free operation is desired. They are commonly used in laboratories, medical settings, and various industrial processes. Wet vacuum pumps, on the other hand, are used when a higher vacuum level is needed or when handling corrosive gases. They find applications in chemical processing, oil refining, and wastewater treatment, among others.
It’s important to note that the selection of a vacuum pump depends on specific requirements such as desired vacuum level, gas compatibility, operating conditions, and the nature of the application.
In summary, the primary distinction between dry and wet vacuum pumps lies in their operating principles, lubrication requirements, and applications. Dry vacuum pumps operate without any lubricating fluid, while wet vacuum pumps rely on a liquid ring or water for sealing and lubrication. The choice between dry and wet vacuum pumps depends on the specific needs of the application and the desired vacuum level.
Can Vacuum Pumps Be Used in the Medical Field?
Yes, vacuum pumps have a wide range of applications in the medical field. Here’s a detailed explanation:
Vacuum pumps play a crucial role in various medical applications, providing suction or creating controlled vacuum environments. Here are some key areas where vacuum pumps are used in the medical field:
1. Negative Pressure Wound Therapy (NPWT):
Vacuum pumps are extensively utilized in negative pressure wound therapy, a technique used to promote wound healing. In NPWT, a vacuum pump creates a controlled low-pressure environment within a wound dressing, facilitating the removal of excess fluid, promoting blood flow, and accelerating the healing process.
2. Surgical Suction:
Vacuum pumps are an integral part of surgical suction systems. They provide the necessary suction force to remove fluids, gases, or debris from the surgical site during procedures. Surgical suction helps maintain a clear field of view for surgeons, enhances tissue visualization, and contributes to a sterile operating environment.
3. Anesthesia:
In anesthesia machines, vacuum pumps are used to create suction for various purposes:
– Airway Suction: Vacuum pumps assist in airway suctioning to clear secretions or obstructions from the patient’s airway during anesthesia or emergency situations.
– Evacuation of Gases: Vacuum pumps aid in removing exhaled gases from the patient’s breathing circuit, ensuring the delivery of fresh gas mixtures and maintaining appropriate anesthesia levels.
4. Laboratory Equipment:
Vacuum pumps are essential components in various medical laboratory equipment:
– Vacuum Ovens: Vacuum pumps are used in vacuum drying ovens, which are utilized for controlled drying or heat treatment of sensitive materials, samples, or laboratory glassware.
– Centrifugal Concentrators: Vacuum pumps are employed in centrifugal concentrators to facilitate the concentration or dehydration of biological samples, such as DNA, proteins, or viruses.
– Freeze Dryers: Vacuum pumps play a vital role in freeze-drying processes, where samples are frozen and then subjected to vacuum conditions to remove water via sublimation, preserving the sample’s structure and integrity.
5. Medical Suction Devices:
Vacuum pumps are utilized in standalone medical suction devices, commonly found in hospitals, clinics, and emergency settings. These devices create suction required for various medical procedures, including:
– Suctioning of Respiratory Secretions: Vacuum pumps assist in removing respiratory secretions or excess fluids from the airways of patients who have difficulty coughing or clearing their airways effectively.
– Thoracic Drainage: Vacuum pumps are used in chest drainage systems to evacuate air or fluid from the pleural cavity, helping in the treatment of conditions such as pneumothorax or pleural effusion.
– Obstetrics and Gynecology: Vacuum pumps are employed in devices used for vacuum-assisted deliveries, such as vacuum extractors, to aid in the safe delivery of babies during childbirth.
6. Blood Collection and Processing:
Vacuum pumps are utilized in blood collection systems and blood processing equipment:
– Blood Collection Tubes: Vacuum pumps are responsible for creating the vacuum inside blood collection tubes, facilitating the collection of blood samples for diagnostic testing.
– Blood Separation and Centrifugation: In blood processing equipment, vacuum pumps assist in the separation of blood components, such as red blood cells, plasma, and platelets, for various medical procedures and treatments.
7. Medical Imaging:
Vacuum pumps are used in certain medical imaging techniques:
– Electron Microscopy: Electron microscopes, including scanning electron microscopes and transmission electron microscopes, require a vacuum environment for high-resolution imaging. Vacuum pumps are employed to maintain the necessary vacuum conditions within the microscope chambers.
These are just a few examples of the wide-ranging applications of vacuum pumps in the medical field. Their ability to create suction and controlled vacuum environments makes them indispensable in medical procedures, wound healing, laboratory processes, anesthesia, and various other medical applications.
editor by Dream 2024-05-15
China Good quality Boosters Roots Rotary Van Piston Pump Replace 5.5kw Single Double Stage Water Ring Vacuum Pump wholesaler
Product Description
2BV liquid ring vacuum pump is single-stage monobloc design vacuum pump. It offers Space-saving installation, compared to conventional pumps, the 2BV’s monoblock design delivers the benefits of a simple, compact and economical installation. Since the pump and motor are integral and self supporting, there is no need for additional base plates, couplings or guards, which add to the cost, complexity and overall size of the installation. With CE and Atex certificate, it is an ideal product for much different application including Plastics Industry, Medical Industry, Chemical Industry, Processing Industry, Food and Beverage Industry and other General Industry.
We offer same outline dimensions for bolt-on replacement and equivalent performances with original 2BV liquid ring vacuum pump.
|
ITEM |
UNIT |
Quantity |
|
Supply Ability |
per month |
2,000set |
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Service |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Samples: |
US$ 10000/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

What Is the Vacuum Level and How Is It Measured in Vacuum Pumps?
The vacuum level refers to the degree of pressure below atmospheric pressure in a vacuum system. It indicates the level of “emptiness” or the absence of gas molecules in the system. Here’s a detailed explanation of vacuum level measurement in vacuum pumps:
Vacuum level is typically measured using pressure units that represent the difference between the pressure in the vacuum system and atmospheric pressure. The most common unit of measurement for vacuum level is the Pascal (Pa), which is the SI unit. Other commonly used units include Torr, millibar (mbar), and inches of mercury (inHg).
Vacuum pumps are equipped with pressure sensors or gauges that measure the pressure within the vacuum system. These gauges are specifically designed to measure the low pressures encountered in vacuum applications. There are several types of pressure gauges used for measuring vacuum levels:
1. Pirani Gauge: Pirani gauges operate based on the thermal conductivity of gases. They consist of a heated element exposed to the vacuum environment. As gas molecules collide with the heated element, they transfer heat away, causing a change in temperature. By measuring the change in temperature, the pressure can be inferred, allowing the determination of the vacuum level.
2. Thermocouple Gauge: Thermocouple gauges utilize the thermal conductivity of gases similar to Pirani gauges. They consist of two dissimilar metal wires joined together, forming a thermocouple. As gas molecules collide with the thermocouple, they cause a temperature difference between the wires, generating a voltage. The voltage is proportional to the pressure and can be calibrated to provide a reading of the vacuum level.
3. Capacitance Manometer: Capacitance manometers measure pressure by detecting the change in capacitance between two electrodes caused by the deflection of a flexible diaphragm. As the pressure in the vacuum system changes, the diaphragm moves, altering the capacitance and providing a measurement of the vacuum level.
4. Ionization Gauge: Ionization gauges operate by ionizing gas molecules in the vacuum system and measuring the resulting electrical current. The ion current is proportional to the pressure, allowing the determination of the vacuum level. There are different types of ionization gauges, such as hot cathode, cold cathode, and Bayard-Alpert gauges.
5. Baratron Gauge: Baratron gauges utilize the principle of capacitance manometry but with a different design. They consist of a pressure-sensing diaphragm separated by a small gap from a reference electrode. The pressure difference between the vacuum system and the reference electrode causes the diaphragm to deflect, changing the capacitance and providing a measurement of the vacuum level.
It’s important to note that different types of vacuum pumps may have different pressure ranges and may require specific pressure gauges suitable for their operating conditions. Additionally, vacuum pumps are often equipped with multiple gauges to provide information about the pressure at different stages of the pumping process or in different parts of the system.
In summary, vacuum level refers to the pressure below atmospheric pressure in a vacuum system. It is measured using pressure gauges specifically designed for low-pressure environments. Common types of pressure gauges used in vacuum pumps include Pirani gauges, thermocouple gauges, capacitance manometers, ionization gauges, and Baratron gauges.
\
Can Vacuum Pumps Be Used in the Production of Solar Panels?
Yes, vacuum pumps are extensively used in the production of solar panels. Here’s a detailed explanation:
Solar panels, also known as photovoltaic (PV) panels, are devices that convert sunlight into electricity. The manufacturing process of solar panels involves several critical steps, many of which require the use of vacuum pumps. Vacuum technology plays a crucial role in ensuring the efficiency, reliability, and quality of solar panel production. Here are some key areas where vacuum pumps are utilized:
1. Silicon Ingot Production: The first step in solar panel manufacturing is the production of silicon ingots. These ingots are cylindrical blocks of pure crystalline silicon that serve as the raw material for solar cells. Vacuum pumps are used in the Czochralski process, which involves melting polycrystalline silicon in a quartz crucible and then slowly pulling a single crystal ingot from the molten silicon. Vacuum pumps create a controlled environment by removing impurities and preventing contamination during the crystal growth process.
2. Wafering: After the silicon ingots are produced, they undergo wafering, where the ingots are sliced into thin wafers. Vacuum pumps are used in wire saws to create a low-pressure environment that helps to cool and lubricate the cutting wire. The vacuum also assists in removing the silicon debris generated during the slicing process, ensuring clean and precise cuts.
3. Solar Cell Production: Vacuum pumps play a significant role in various stages of solar cell production. Solar cells are the individual units within a solar panel that convert sunlight into electricity. Vacuum pumps are used in the following processes:
– Diffusion: In the diffusion process, dopants such as phosphorus or boron are introduced into the silicon wafer to create the desired electrical properties. Vacuum pumps are utilized in the diffusion furnace to create a controlled atmosphere for the diffusion process and remove any impurities or gases that may affect the quality of the solar cell.
– Deposition: Thin films of materials such as anti-reflective coatings, passivation layers, and electrode materials are deposited onto the silicon wafer. Vacuum pumps are used in various deposition techniques like physical vapor deposition (PVD) or chemical vapor deposition (CVD) to create the necessary vacuum conditions for precise and uniform film deposition.
– Etching: Etching processes are employed to create the desired surface textures on the solar cell, which enhance light trapping and improve efficiency. Vacuum pumps are used in plasma etching or wet etching techniques to remove unwanted material or create specific surface structures on the solar cell.
4. Encapsulation: After the solar cells are produced, they are encapsulated to protect them from environmental factors such as moisture and mechanical stress. Vacuum pumps are used in the encapsulation process to create a vacuum environment, ensuring the removal of air and moisture from the encapsulation materials. This helps to achieve proper bonding and prevents the formation of bubbles or voids, which could degrade the performance and longevity of the solar panel.
5. Testing and Quality Control: Vacuum pumps are also utilized in testing and quality control processes during solar panel production. For example, vacuum systems can be used for leak testing to ensure the integrity of the encapsulation and to detect any potential defects or leaks in the panel assembly. Vacuum-based measurement techniques may also be employed for assessing the electrical characteristics and efficiency of the solar cells or panels.
In summary, vacuum pumps are integral to the production of solar panels. They are used in various stages of the manufacturing process, including silicon ingot production, wafering, solar cell production (diffusion, deposition, and etching), encapsulation, and testing. Vacuum technology enables precise control, contamination prevention, and efficient processing, contributing to the production of high-quality and reliable solar panels.
What Is a Vacuum Pump, and How Does It Work?
A vacuum pump is a mechanical device used to create and maintain a vacuum or low-pressure environment within a closed system. Here’s a detailed explanation:
A vacuum pump operates on the principle of removing gas molecules from a sealed chamber, reducing the pressure inside the chamber to create a vacuum. The pump accomplishes this through various mechanisms and techniques, depending on the specific type of vacuum pump. Here are the basic steps involved in the operation of a vacuum pump:
1. Sealed Chamber:
The vacuum pump is connected to a sealed chamber or system from which air or gas molecules need to be evacuated. The chamber can be a container, a pipeline, or any other enclosed space.
2. Inlet and Outlet:
The vacuum pump has an inlet and an outlet. The inlet is connected to the sealed chamber, while the outlet may be vented to the atmosphere or connected to a collection system to capture or release the evacuated gas.
3. Mechanical Action:
The vacuum pump creates a mechanical action that removes gas molecules from the chamber. Different types of vacuum pumps use various mechanisms for this purpose:
– Positive Displacement Pumps: These pumps physically trap gas molecules and remove them from the chamber. Examples include rotary vane pumps, piston pumps, and diaphragm pumps.
– Momentum Transfer Pumps: These pumps use high-speed jets or rotating blades to transfer momentum to gas molecules, pushing them out of the chamber. Examples include turbomolecular pumps and diffusion pumps.
– Entrapment Pumps: These pumps capture gas molecules by adsorbing or condensing them on surfaces or in materials within the pump. Cryogenic pumps and ion pumps are examples of entrainment pumps.
4. Gas Evacuation:
As the vacuum pump operates, it creates a pressure differential between the chamber and the pump. This pressure differential causes gas molecules to move from the chamber to the pump’s inlet.
5. Exhaust or Collection:
Once the gas molecules are removed from the chamber, they are either exhausted into the atmosphere or collected and processed further, depending on the specific application.
6. Pressure Control:
Vacuum pumps often incorporate pressure control mechanisms to maintain the desired level of vacuum within the chamber. These mechanisms can include valves, regulators, or feedback systems that adjust the pump’s operation to achieve the desired pressure range.
7. Monitoring and Safety:
Vacuum pump systems may include sensors, gauges, or indicators to monitor the pressure levels, temperature, or other parameters. Safety features such as pressure relief valves or interlocks may also be included to protect the system and operators from overpressure or other hazardous conditions.
It’s important to note that different types of vacuum pumps have varying levels of vacuum they can achieve and are suitable for different pressure ranges and applications. The choice of vacuum pump depends on factors such as the required vacuum level, gas composition, pumping speed, and the specific application’s requirements.
In summary, a vacuum pump is a device that removes gas molecules from a sealed chamber, creating a vacuum or low-pressure environment. The pump accomplishes this through mechanical actions, such as positive displacement, momentum transfer, or entrapment. By creating a pressure differential, the pump evacuates gas from the chamber, and the gas is either exhausted or collected. Vacuum pumps play a crucial role in various industries, including manufacturing, research, and scientific applications.
editor by Dream 2024-05-14
China wholesaler 2be Piston Rotary Vane Pump Roots Liquid Water Ring Vacuum Pump for Paper Mill Chemical Fertilizer vacuum pump adapter
Product Description
PROFESSIONAL MANUFACTURE
— SINCE 1995
2BE Piston Rotary Vane Pump Roots
Liquid Water Ring Vacuum Pump for Paper Mill Chemical Fertilizer
The water ring pump was originally used as a self-priming water pump, and then gradually used in many industrial sectors such as petroleum, chemical industry, machinery, mining, light industry, medicine and food. In many processes of industrial production, such as vacuum filtration, vacuum water diversion, vacuum feeding, vacuum evaporation, vacuum concentration, vacuum rehydration and vacuum degassing, water ring pumps are widely used. Due to the rapid development of vacuum application technology, water ring pumps have always been valued in terms of obtaining rough vacuum. Because the gas compression in the water ring pump is isothermal, it can pump flammable and explosive gases, and also dust and water-containing gases. Therefore, the application of water ring pumps is increasing.
Product Description
The 2BEC type water ring vacuum pump and compressor are not only high efficiency and energy saving, but also very suitable for long-term, continuous operation.
Operating under rough vacuum, the working conditions of liquid ring pumps are often extremely harsh. The 2BEC water ring vacuum pump has been designed to fully consider that it must be able to pump all kinds of gases. It has been widely used in papermaking, coal mines, power plants, vacuum filtration, chemical, petrochemical, food processing and other industries.
2BEC type water ring vacuum pump can be used with a variety of driving devices, such as belt drive, gearbox, synchronous motor, frequency converter, etc. In addition, in order to save space, a series operation mode driven by 1 motor can also be adopted, and up to 4 pumps can be operated in series at the same time.
When equipped with a middle partition, the left and right parts of the 2BEC water ring vacuum pump can operate at different vacuum degrees. As long as the suction pressure difference between the 2 parts is less than 80kPa, a 2BEC water ring vacuum pump can be used as 2 independent vacuum pumps. This feature further improves the operating flexibility of the 2BEC water ring vacuum pump.
Product Parameters
| Model | Speed | Max.Power | Motor Power | Aspirating Volume | Min. hpa | Weight | |
| r/min | KW | KW | m3/h | m3/min | mbar | KG | |
| 2BEC 400 | 340 | 82 | 110 | 4850 | 80.8 | 160 | 3275 |
| 390 | 95 | 110 | 5650 | 94.2 | |||
| 440 | 115 | 132 | 6250 | 104.2 | |||
| 490 | 134 | 160 | 6900 | 115 | |||
| 530 | 148 | 185 | 7470 | 124.5 | |||
| 570 | 167 | 200 | 8000 | 133.3 | |||
| 610 | 189 | 220 | 8600 | 143.3 | |||
| 2BEC 420 | 340 | 108 | 132 | 6650 | 110.8 | 160 | 3720 |
| 390 | 132 | 160 | 7650 | 127.5 | |||
| 440 | 157 | 185 | 8550 | 142.5 | |||
| 490 | 180 | 200 | 9400 | 156.6 | |||
| 530 | 204 | 220 | 10150 | 169.2 | |||
| 570 | 229 | 250 | 10700 | 178.3 | |||
| 610 | 260 | 315 | 11600 | 193.3 | |||
| 2BEC 500 | 260 | 142 | 160 | 8700 | 145 | 160 | 6110 |
| 300 | 171 | 200 | 10150 | 169.2 | |||
| 340 | 203 | 250 | 11400 | 190 | |||
| 380 | 238 | 280 | 12700 | 211.7 | |||
| 420 | 277 | 315 | 13800 | 230 | |||
| 470 | 338 | 400 | 15500 | 258.3 | |||
| 2BEC 520 | 260 | 172 | 200 | 10700 | 178.3 | 160 | 6740 |
| 300 | 210 | 250 | 12300 | 205 | |||
| 340 | 245 | 280 | 14000 | 233.3 | |||
| 380 | 288 | 315 | 15400 | 256.7 | |||
| 420 | 337 | 400 | 16800 | 280 | |||
| 470 | 412 | 500 | 18700 | 311.7 | |||
| 2BEC 600 | 230 | 205 | 250 | 12700 | 211.7 | 160 | 9100 |
| 260 | 243 | 280 | 14400 | 240 | |||
| 290 | 285 | 315 | 16000 | 266.7 | |||
| 320 | 322 | 355 | 17500 | 291.7 | |||
| 350 | 365 | 450 | 19000 | 316.7 | |||
| 400 | 465 | 560 | 21600 | 360 | |||
| 2BEC 620 | 230 | 250 | 280 | 15600 | 260 | 160 | 10700 |
| 260 | 300 | 355 | 17700 | 295 | |||
| 290 | 340 | 400 | 19500 | 325 | |||
| 320 | 390 | 450 | 21300 | 355 | |||
| 350 | 450 | 500 | 23200 | 386.7 | |||
| 400 | 570 | 630 | 26200 | 436.7 | |||
| 2BEC 670 | 210 | 280 | 315 | 18300 | 305 | 160 | 12700 |
| 240 | 350 | 400 | 20400 | 340 | |||
| 270 | 415 | 450 | 23160 | 386 | |||
| 300 | 465 | 560 | 25500 | 425 | |||
| 320 | 523 | 630 | 27000 | 450 | |||
| 330 | 545 | 630 | 27720 | 462 | |||
| 370 | 670 | 800 | 30960 | 516 | |||
| 2BEC 720 | 190 | 345 | 400 | 21900 | 365 | 160 | 15700 |
| 210 | 395 | 450 | 24300 | 405 | |||
| 240 | 475 | 560 | 27480 | 458 | |||
| 270 | 550 | 630 | 30540 | 509 | |||
| 300 | 642 | 710 | 33780 | 563 | |||
| 340 | 795 | 900 | 38100 | 635 | |||
Features:
1. There are large inspection ports on both sides of the pump cover, which can be used to check gaps, corrosion conditions and fouling.
2. The 2BEC water ring vacuum pump is prepared with suction and exhaust flanges on the top and side at the same time, and they have the same caliber, so the on-site installation is more flexible and convenient.
3. The bearings are all imported original bearings, which ensure the precise positioning of the impeller of the 2BEC water ring vacuum pump and the high stability during operation.
4. The impeller is made of nodular cast iron or welded by steel or stainless steel plates, which fully guarantees the stability of the 2BEC vacuum pump impeller under various harsh working conditions and greatly improves the service life of the 2BEC water ring vacuum pump.
5. The pump body is all made of steel plate or stainless steel plate, which improves the service life of the 2BEC water ring vacuum pump.
6. The shaft sleeve of the 2BEC water ring vacuum pump is the most vulnerable part. The company uses all stainless steel to make it, and its life span is 5 times longer than that of ordinary materials.
7. The pulley (belt drive) adopts a standard high-precision tapered pulley, which is reliable in operation, long in belt life and easy to disassemble.
8. The unique top-mounted gas-water separator saves space and effectively reduces noise.
9. All castings are made of resin sand with good surface quality. The surface of the casting does not need to be greasy, so that the 2BEC water ring vacuum pump has the best heat dissipation effect.
10.The mechanical seals (optional parts) are all imported parts to fully ensure that the 2BEC water ring vacuum pump has no leakage during long-term operation.
Detailed Photos
Packaging & Shipping
Application
| Driven machines | |||
| Waste water treatment | Thickeners,filter presses,flocculation apparata,aerators,raking equipment,combined longitudinal and rotary rakes,pre-thickeners,screw pumps,water turbines,centrifugal pumps | Dredgers | Bucket conveyors, dumping devices, carterpillar travelling gears, bucket wheel excavators as pick up, bucket wheel excavator for primitive material, cutter head, traversing gears |
| Chemical industry | Plate bending machines, extruders, dough mills, rubbers calenders, cooling drums, mixers for uniform media, agitators for media with uniform density, toasters, centrifuges | Metal working mills | plate tilters, ingot pushers, winding machines, cooling bed transfer frames, roller straigheners, table continuous intermittent, roller tables reversing tube mills, shears continuous, casting drivers, reversing CZPT mills |
| Metal working mills | Reversing slabbing mills. reversing wire mills, reversing sheet mills, reversing plate mill, roll adjustment drives | Conveyors | Bucket conveyors, hauling winches, hoists, belt conveyors, good lifts, passenger lifts, apron conveyors, escalators, rail travlling gears |
| Frequency converters | Reciprocating compressors | ||
| Cranes | Slewing gears, luffing gears, travelling gears, hoisting gear, derricking jib cranes | Cooling towers | Cooling tower fans, blowers axial and radial |
| Cane sugar production | Cane knives, cane mills | Beet sugar production | Beet cossettes macerators, extraction plants, mechanical refrigerators, juice boilers, sugar beet washing machines, sugar beet cutter |
| Paper machines | Pulper drives | Cableways | Material ropeways, continuous ropeway |
| Cement industry | Concrete mixer, breaker, rotary kilns, tube mills, separators, roll crushers | ||
Company Profile
Established in 1995 , HangZhou Boji Machinery is a professional manufacturer and exporter that is concerned with the design, development and production of Pump and Gearbox Speed Reducer. We are located in HangZhou of ZheJiang Province, with convenient transportation access. With our own brand “TianQi”, all of our products comply with international quality standards and are greatly appreciated in a variety of different markets throughout the world.
Our company possesses complete machining center, lathe, gear shaping machine, gear milling machine, gear grinding machine and assembling lines. Our well-equipped facilities and excellent quality control throughout all stages of production enables us to guarantee total customer satisfaction.
Besides, In 2005,we attained ISO9001 certification. As a result of our high quality products and outstanding customer service, we have gained a global sales network CZPT South America, Saudi Arabia, Vietnam, Pakistan, Philippines, South Africa and other countries and regions.
With rich export experience, high quality products, competitive prices, good service and in-time delivery, we certain that we can meet all of your requirement and exceed your expectations. Our feature is bright with new cooperative relationships with companies from all over the world. We look CZPT to speaking with you to future discuss how we can be of service to you.
FAQ
1. Who are we?
We are the Factory, with over 25 years of production experience, based in ZheJiang , China, start from 1995,sell to Domestic Market(50.00%),Mid East(10.00%),Southeast Asia(10.00%),Western Europe(5.00%),South America(5.00%),Eastern Europe(5.00%),Eastern Asia(5.00%),North America(3.00%),Africa(2.00%),Southern Europe(2.00%),South Asia(2.00%),Central America(1.00%).
2. Can you customize according to our requirements?
Yes, we can design nonstandard products according to customer’s drawing and sample.
3.What can you buy from us?
speed reducer,gearbox,gear motor,pump,crusher
4. Why should you buy from us not from other suppliers?
Founded in 1995, with over 20 years of production experience and credibility. With professional engineer team, advanced technology production and skilled workers.Specialized in the production of reducer. Map sample processing business can be undertaken.
5. What services can we provide?
Accepted Delivery Terms: FOB,CFR,CIF,EXW,DDP,DDU,Express Delivery;
Accepted Payment Currency:USD,EUR,JPY,CAD,AUD,HKD,GBP,CNY,CHF;
Accepted Payment Type: T/T,L/C,Credit Card,PayPal,Western Union,Cash;
Language Spoken:English,Chinese,Spanish,Japanese,Portuguese,German,Arabic,French,Russian,Korean,Hindi,Italian
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Assembly Assistant |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil Free |
| Samples: |
US$ 10000/Piece
1 Piece(Min.Order) | Order Sample Roots Liquid Water Ring Vacuum Pump for Paper Mill
|
|---|
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
|
Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|
Types of vacuum pumps
A vacuum pump is a device that draws gas molecules from a sealed volume and leaves a partial vacuum in its wake. Its job is to create a relative vacuum within a specific volume or volume. There are many types of vacuum pumps, including centrifugal, screw and diaphragm.
Forward centrifugal pump
Positive displacement centrifugal vacuum pumps are one of the most commonly used pump types in the oil and gas industry. Their efficiency is limited to a range of materials and can handle relatively high solids concentrations. However, using these pumps has some advantages over other types of pumps.
Positive displacement pumps have an enlarged cavity on the suction side and a reduced cavity on the discharge side. This makes them ideal for applications involving high viscosity fluids and high pressures. Their design makes it possible to precisely measure and control the amount of liquid pumped. Positive displacement pumps are also ideal for applications requiring precise metering.
Positive displacement pumps are superior to centrifugal pumps in several ways. They can handle higher viscosity materials than centrifuges. These pumps also operate at lower speeds than centrifugal pumps, which makes them more suitable for certain applications. Positive displacement pumps are also less prone to wear.
Positive displacement vacuum pumps operate by drawing fluid into a chamber and expanding it to a larger volume, then venting it to the atmosphere. This process happens several times per second. When maximum expansion is reached, the intake valve closes, the exhaust valve opens, and fluid is ejected. Positive displacement vacuum pumps are highly efficient and commonly used in many industries.
Self-priming centrifugal pump
Self-priming centrifugal pumps are designed with a water reservoir to help remove air from the pump. This water is then recirculated throughout the pump, allowing the pump to run without air. The water reservoir can be located above or in front of the impeller. The pump can then reserve water for the initial start.
The casing of the pump contains an increasingly larger channel forming a cavity retainer and semi-double volute. When water enters the pump through channel A, it flows back to the impeller through channels B-C. When the pump is started a second time, the water in the pump body will be recirculated back through the impeller. This recycling process happens automatically.
These pumps are available in a variety of models and materials. They feature special stainless steel castings that are corrosion and wear-resistant. They can be used in high-pressure applications and their design eliminates the need for inlet check valves and intermediate valves. They can also be equipped with long intake pipes, which do not require activation.
Self-priming centrifugal pumps are designed to run on their own, but there are some limitations. They cannot operate without a liquid source. A foot valve or external liquid source can help you start the self-priming pump.
Screw Pump
The mechanical and thermal characteristics of a screw vacuum pump are critical to its operation. They feature a small gap between the rotor and stator to minimize backflow and thermal growth. Temperature is a key factor in their performance, so they have an internal cooling system that uses water that circulates through the pump’s stator channels. The pump is equipped with a thermostatically controlled valve to regulate the water flow. Also includes a thermostatic switch for thermal control.
Screw vacuum pumps work by trapping gas in the space between the rotor and the housing. The gas is then moved to the exhaust port, where it is expelled at atmospheric pressure. The tapered discharge end of the screw further reduces the volume of gas trapped in the chamber. These two factors allow the pump to work efficiently and safely.
Screw vacuum pumps are designed for a variety of applications. In some applications, the pump needs to operate at very low pressures, such as when pumping large volumes of air. For this application, the SCREWLINE SP pump is ideal. Their low discharge temperature and direct pumping path ensure industrial process uptime. These pumps also feature non-contact shaft seals to reduce mechanical wear. Additionally, they feature a special cantilever bearing arrangement to eliminate potential sources of bearing failure and lubrication contamination.
Screw vacuum pumps use an air-cooled screw to generate a vacuum. They are compact, and clean, and have a remote monitoring system with built-in intelligence. By using the app, users can monitor pump performance remotely.
Diaphragm Pump
Diaphragm vacuum pumps are one of the most common types of vacuum pumps found in laboratories and manufacturing facilities. The diaphragm is an elastomeric membrane held in place around the outer diameter. While it is not possible to seal a diaphragm vacuum pump, there are ways to alleviate the problems associated with this design.
Diaphragm vacuum pumps are versatile and can be used in a variety of clean vacuum applications. These pumps are commercially available with a built-in valve system, but they can also be modified to include one. Because diaphragm pumps are so versatile, it’s important to choose the right type for the job. Understanding how pumps work will help you match the right pump to the right application.
Diaphragm vacuum pumps offer a wide range of advantages, including an extremely long service life. Most diaphragm pumps can last up to ten thousand hours. However, they may be inefficient for processes that require deep vacuum, in which case alternative technologies may be required. Additionally, due to the physics of diaphragm pumps, the size of these pumps may be limited. Also, they are not suitable for high-speed pumping.
Diaphragm vacuum pumps are a versatile subset of laboratory pumps. They are popular for their oil-free construction and low maintenance operation. They are available in a variety of styles and have many optional features. In addition to low maintenance operation, they are chemically resistant and can be used with a variety of sample types. However, diaphragm pumps tend to have lower displacements than other vacuum pumps.
Atmospheric pressure is a key factor in a vacuum pump system
Atmospheric pressure is the pressure created by the collision of air molecules. The more they collide, the greater the pressure. This applies to pure gases and mixtures. When you measure atmospheric pressure, the pressure gauge reads about 14.7 psia. The higher the pressure, the greater the force on the gas molecules.
The gas entering the vacuum pump system is below atmospheric pressure and may contain entrained liquids. The mechanism of this process can be explained by molecular kinetic energy theory. The theory assumes that gas molecules in the atmosphere have high velocities. The resulting gas molecules will then start moving in random directions, colliding with each other and creating pressure on the walls of the vacuum vessel.
Atmospheric pressure is a critical factor in a vacuum pump system. A vacuum pump system is useless without proper atmospheric pressure measurement. The pressure in the atmosphere is the total pressure of all gases, including nitrogen and oxygen. Using total pressure instead of partial pressure can cause problems. The thermal conductivity of various gases varies widely, so working at full pressure can be dangerous.
When choosing a vacuum pump, consider its operating range. Some pumps operate at low atmospheric pressure, while others are designed to operate at high or ultra-high pressure. Different types of pumps employ different technologies that enhance their unique advantages.
The screw pump is less efficient in pumping gases with smaller molecular weight
Vacuuming requires a high-quality pump. This type of pump must be able to pump gas of high purity and very low pressure. Screw pumps can be used in laboratory applications and are more efficient when pumping small molecular weight gases. Chemical resistance is critical to pump life. Chemical resistant materials are also available. Chemically resistant wetted materials minimize wear.
Gear pumps are more efficient than screw pumps, but are less efficient when pumping lower molecular weight gases. Gear pumps also require a larger motor to achieve the same pumping capacity. Compared to gear pumps, progressive cavity pumps also have lower noise levels and longer service life. In addition, gear pumps have a large footprint and are not suitable for tight spaces.
Progressive cavity pumps have two or three screws and a housing and side cover. They are also equipped with gears and bearings. Their mechanical design allows them to operate in high pressure environments with extremely low noise. The progressive cavity pump is a versatile pump that can be used in a variety of applications.
Dry screw compressors have different aspect ratios and can operate at high and low pressures. The maximum allowable differential pressure for screw compressors ranges from 0.4 MPa for 3/5 rotors to 1.5 MPa for 4/6 rotors. These numbers need to be determined on a case-by-case basis.
editor by Dream 2024-05-13
China OEM Paper Mill Water Ring Vacuum Pump for Vacuum Suction Box vacuum pump distributors
Product Description
Product Description
Liquid ring vacuum pumps are rotating positive displacement machines providing process vacuum in industrial applications such as chemical, electrical power, environmental, food & beverage processing and packaging, marine, mining, oil & gas, pharmaceutical, pulp & paper and textiles. These types of pumps utilize water or other process compatible liquid as the sealant. The simple operation, with no contacting parts, make liquid ring vacuum pumps a safe and reliable choice for handling dirty and potentially dangerous gas streams. Liquid ring pumps are available in single and dual stage designs and also configured as compressors for even more versatility.
Working Principle
Gas entering via the suction port is conveyed into impeller casing and trapped in the space between 2 impeller blades.
As the impeller rotates-eccentrically to the liquid ring and casing, the volume between the blades increases creating vacuum.
As the cycle progresses towards the discharge port the volume decreases as the liquid ring creates compression.
The compression continues until the gas is discharged through the discharge port. A small amount of seal liquid is discharged with the gas and it is necessary to supply make-up continuously.
The make-up liquid also maintains the liquid ring and absorbs the heat energy of compression.
Application
2BEA series water ring vacuum pumps and compressors. lt is usually used to aspirate gases that don’t contain CHINAMFG particle,non-dissolves in water.non-corrosiveness in order to form vacuum and pres-sure in closed container.Through changed structure material,it is too used to aspirate corrosive gases or act corrosive liquid as the working liquid.It is widely used in paper-making,chemical industry, petrification, pharmacy, light industry,foods,metallurgy,building,electrical equipment,coal cleaning,fertilizer, etc.
Main Features
Welding impellers are used,blade are machining by primary punch mould with rational moulded lines. All hub are machined, so solved fundamentally the issue of dynamic balance.Impeller and pump shaft are machined by head assemble interface fit with reliable performance, stable running. impeller ere heat treated after welded, the blade have excellent tenacity to be assured impact resistance and bending resistance.
2BEA series pump with gas and water separator, many places set up aspirating and exhausting holes,pump cover set up exhausting valves, check and repair window. The gap between impeller and distributing plate are adjusted by gland of 2 ends of locating bearing. Installation and use are convenient, operations are simple,the maintenances are convenient.
Product Parameters
1,The data in table are obtained about for Air temperature 20ºC, Water temperature 15 ºC, Atmosphere 1013HPa following conditions.
2,Function tolerance: ±10%.
About us
HangZhou SUNHONG International Trading Co., Ltd. was established in 2571, mainly engaged in the import and export business of industrial textiles and paper machinery parts.The company’s business has been successfully expanded to South America, Southeast Asia, Central Europe.At the beginning of its establishment, the company is positioned at technology-based products, high-quality products and intimate additional services is our consistent commitment to customers.The company adheres to the flexible and humanized management and provides a diversified platform for your development. We sincerely look CHINAMFG to your joining!
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Certification: | CE, ISO |
|---|---|
| Surface Treatment: | Spray-Paint |
| Manufacturing Process: | Casting |
| Material: | Stainless Steel |
| Condition: | New |
| Customized: | Customized |
| Customization: |
Available
|
|
|---|
How Are Vacuum Pumps Employed in the Production of Electronic Components?
Vacuum pumps play a crucial role in the production of electronic components. Here’s a detailed explanation:
The production of electronic components often requires controlled environments with low or no atmospheric pressure. Vacuum pumps are employed in various stages of the production process to create and maintain these vacuum conditions. Here are some key ways in which vacuum pumps are used in the production of electronic components:
1. Deposition Processes: Vacuum pumps are extensively used in deposition processes, such as physical vapor deposition (PVD) and chemical vapor deposition (CVD), which are commonly employed for thin film deposition on electronic components. These processes involve the deposition of materials onto substrates in a vacuum chamber. Vacuum pumps help create and maintain the necessary vacuum conditions required for precise and controlled deposition of the thin films.
2. Etching and Cleaning: Etching and cleaning processes are essential in the fabrication of electronic components. Vacuum pumps are used to create a vacuum environment in etching and cleaning chambers, where reactive gases or plasmas are employed to remove unwanted materials or residues from the surfaces of the components. The vacuum pumps help evacuate the chamber and ensure the efficient removal of byproducts and waste gases.
3. Drying and Bake-out: Vacuum pumps are utilized in the drying and bake-out processes of electronic components. After wet processes, such as cleaning or wet etching, components need to be dried thoroughly. Vacuum pumps help create a vacuum environment that facilitates the removal of moisture or solvents from the components, ensuring their dryness before subsequent processing steps. Additionally, vacuum bake-out is employed to remove moisture or other contaminants trapped within the components’ materials or structures, enhancing their reliability and performance.
4. Encapsulation and Packaging: Vacuum pumps are involved in the encapsulation and packaging stages of electronic component production. These processes often require the use of vacuum-sealed packaging to protect the components from environmental factors such as moisture, dust, or oxidation. Vacuum pumps assist in evacuating the packaging materials, creating a vacuum-sealed environment that helps maintain the integrity and longevity of the electronic components.
5. Testing and Quality Control: Vacuum pumps are utilized in testing and quality control processes for electronic components. Some types of testing, such as hermeticity testing, require the creation of a vacuum environment for evaluating the sealing integrity of electronic packages. Vacuum pumps help evacuate the testing chambers, ensuring accurate and reliable test results.
6. Soldering and Brazing: Vacuum pumps play a role in soldering and brazing processes for joining electronic components and assemblies. Vacuum soldering is a technique used to achieve high-quality solder joints by removing air and reducing the risk of voids, flux residuals, or oxidation. Vacuum pumps assist in evacuating the soldering chambers, creating the required vacuum conditions for precise and reliable soldering or brazing.
7. Surface Treatment: Vacuum pumps are employed in surface treatment processes for electronic components. These processes include plasma cleaning, surface activation, or surface modification techniques. Vacuum pumps help create the necessary vacuum environment where plasma or reactive gases are used to treat the component surfaces, improving adhesion, promoting bonding, or altering surface properties.
It’s important to note that different types of vacuum pumps may be used in electronic component production, depending on the specific process requirements. Commonly used vacuum pump technologies include rotary vane pumps, turbo pumps, cryogenic pumps, and dry pumps.
In summary, vacuum pumps are essential in the production of electronic components, facilitating deposition processes, etching and cleaning operations, drying and bake-out stages, encapsulation and packaging, testing and quality control, soldering and brazing, as well as surface treatment. They enable the creation and maintenance of controlled vacuum environments, ensuring precise and reliable manufacturing processes for electronic components.
Considerations for Selecting a Vacuum Pump for Cleanroom Applications
When it comes to selecting a vacuum pump for cleanroom applications, several considerations should be taken into account. Here’s a detailed explanation:
Cleanrooms are controlled environments used in industries such as semiconductor manufacturing, pharmaceuticals, biotechnology, and microelectronics. These environments require strict adherence to cleanliness and particle control standards to prevent contamination of sensitive processes or products. Selecting the right vacuum pump for cleanroom applications is crucial to maintain the required level of cleanliness and minimize the introduction of contaminants. Here are some key considerations:
1. Cleanliness: The cleanliness of the vacuum pump is of utmost importance in cleanroom applications. The pump should be designed and constructed to minimize the generation and release of particles, oil vapors, or other contaminants into the cleanroom environment. Oil-free or dry vacuum pumps are commonly preferred in cleanroom applications as they eliminate the risk of oil contamination. Additionally, pumps with smooth surfaces and minimal crevices are easier to clean and maintain, reducing the potential for particle buildup.
2. Outgassing: Outgassing refers to the release of gases or vapors from the surfaces of materials, including the vacuum pump itself. In cleanroom applications, it is crucial to select a vacuum pump with low outgassing characteristics to prevent the introduction of contaminants into the environment. Vacuum pumps specifically designed for cleanroom use often undergo special treatments or use materials with low outgassing properties to minimize this effect.
3. Particle Generation: Vacuum pumps can generate particles due to the friction and wear of moving parts, such as rotors or vanes. These particles can become a source of contamination in cleanrooms. When selecting a vacuum pump for cleanroom applications, it is essential to consider the pump’s particle generation level and choose pumps that have been designed and tested to minimize particle emissions. Pumps with features like self-lubricating materials or advanced sealing mechanisms can help reduce particle generation.
4. Filtration and Exhaust Systems: The filtration and exhaust systems associated with the vacuum pump are critical for maintaining cleanroom standards. The vacuum pump should be equipped with efficient filters that can capture and remove any particles or contaminants generated during operation. High-quality filters, such as HEPA (High-Efficiency Particulate Air) filters, can effectively trap even the smallest particles. The exhaust system should be properly designed to ensure that filtered air is released outside the cleanroom or passes through additional filtration before being reintroduced into the environment.
5. Noise and Vibrations: Noise and vibrations generated by vacuum pumps can have an impact on cleanroom operations. Excessive noise can affect the working environment and compromise communication, while vibrations can potentially disrupt sensitive processes or equipment. It is advisable to choose vacuum pumps specifically designed for quiet operation and that incorporate measures to minimize vibrations. Pumps with noise-dampening features and vibration isolation systems can help maintain a quiet and stable cleanroom environment.
6. Compliance with Standards: Cleanroom applications often have specific industry standards or regulations that must be followed. When selecting a vacuum pump, it is important to ensure that it complies with relevant cleanroom standards and requirements. Considerations may include ISO cleanliness standards, cleanroom classification levels, and industry-specific guidelines for particle count, outgassing levels, or allowable noise levels. Manufacturers that provide documentation and certifications related to cleanroom suitability can help demonstrate compliance.
7. Maintenance and Serviceability: Proper maintenance and regular servicing of vacuum pumps are essential for their reliable and efficient operation. When choosing a vacuum pump for cleanroom applications, consider factors such as ease of maintenance, availability of spare parts, and access to service and support from the manufacturer. Pumps with user-friendly maintenance features, clear service instructions, and a responsive customer support network can help minimize downtime and ensure continued cleanroom performance.
In summary, selecting a vacuum pump for cleanroom applications requires careful consideration of factors such as cleanliness, outgassing characteristics, particle generation, filtration and exhaust systems, noise and vibrations, compliance with standards, and maintenance requirements. By choosing vacuum pumps designed specifically for cleanroom use and considering these key factors, cleanroom operators can maintain the required level of cleanliness and minimize the risk of contamination in their critical processes and products.
Can Vacuum Pumps Be Used in the Medical Field?
Yes, vacuum pumps have a wide range of applications in the medical field. Here’s a detailed explanation:
Vacuum pumps play a crucial role in various medical applications, providing suction or creating controlled vacuum environments. Here are some key areas where vacuum pumps are used in the medical field:
1. Negative Pressure Wound Therapy (NPWT):
Vacuum pumps are extensively utilized in negative pressure wound therapy, a technique used to promote wound healing. In NPWT, a vacuum pump creates a controlled low-pressure environment within a wound dressing, facilitating the removal of excess fluid, promoting blood flow, and accelerating the healing process.
2. Surgical Suction:
Vacuum pumps are an integral part of surgical suction systems. They provide the necessary suction force to remove fluids, gases, or debris from the surgical site during procedures. Surgical suction helps maintain a clear field of view for surgeons, enhances tissue visualization, and contributes to a sterile operating environment.
3. Anesthesia:
In anesthesia machines, vacuum pumps are used to create suction for various purposes:
– Airway Suction: Vacuum pumps assist in airway suctioning to clear secretions or obstructions from the patient’s airway during anesthesia or emergency situations.
– Evacuation of Gases: Vacuum pumps aid in removing exhaled gases from the patient’s breathing circuit, ensuring the delivery of fresh gas mixtures and maintaining appropriate anesthesia levels.
4. Laboratory Equipment:
Vacuum pumps are essential components in various medical laboratory equipment:
– Vacuum Ovens: Vacuum pumps are used in vacuum drying ovens, which are utilized for controlled drying or heat treatment of sensitive materials, samples, or laboratory glassware.
– Centrifugal Concentrators: Vacuum pumps are employed in centrifugal concentrators to facilitate the concentration or dehydration of biological samples, such as DNA, proteins, or viruses.
– Freeze Dryers: Vacuum pumps play a vital role in freeze-drying processes, where samples are frozen and then subjected to vacuum conditions to remove water via sublimation, preserving the sample’s structure and integrity.
5. Medical Suction Devices:
Vacuum pumps are utilized in standalone medical suction devices, commonly found in hospitals, clinics, and emergency settings. These devices create suction required for various medical procedures, including:
– Suctioning of Respiratory Secretions: Vacuum pumps assist in removing respiratory secretions or excess fluids from the airways of patients who have difficulty coughing or clearing their airways effectively.
– Thoracic Drainage: Vacuum pumps are used in chest drainage systems to evacuate air or fluid from the pleural cavity, helping in the treatment of conditions such as pneumothorax or pleural effusion.
– Obstetrics and Gynecology: Vacuum pumps are employed in devices used for vacuum-assisted deliveries, such as vacuum extractors, to aid in the safe delivery of babies during childbirth.
6. Blood Collection and Processing:
Vacuum pumps are utilized in blood collection systems and blood processing equipment:
– Blood Collection Tubes: Vacuum pumps are responsible for creating the vacuum inside blood collection tubes, facilitating the collection of blood samples for diagnostic testing.
– Blood Separation and Centrifugation: In blood processing equipment, vacuum pumps assist in the separation of blood components, such as red blood cells, plasma, and platelets, for various medical procedures and treatments.
7. Medical Imaging:
Vacuum pumps are used in certain medical imaging techniques:
– Electron Microscopy: Electron microscopes, including scanning electron microscopes and transmission electron microscopes, require a vacuum environment for high-resolution imaging. Vacuum pumps are employed to maintain the necessary vacuum conditions within the microscope chambers.
These are just a few examples of the wide-ranging applications of vacuum pumps in the medical field. Their ability to create suction and controlled vacuum environments makes them indispensable in medical procedures, wound healing, laboratory processes, anesthesia, and various other medical applications.
editor by Dream 2024-05-10
China Professional Supply Accessories, Video Instruction CZPT Water Ring Vacuum Pump Pumps vacuum pump adapter
Product Description
OEM Centrifugal Pulp Pumps & Slurry Pumps for Pulp and Paper Mills
Product Description
Single-stage centrifugal pump with full-open impeller design.
Suitable for conveying slurry or clean water with a pulp concentration of 0-6%.
The scope has pump, base frame for placing pump and standard motor, with screw coupling, coupling protection cover, anchor bolts.
Detailed Photos
Product Parameters
| Pump Spare Parts | SL |
| Pump body, pump cover | Wear-resistant stainless steel |
| Impeller, sealing ring, bushing | Wear-resistant stainless steel |
| Bearing frame | Cast Iron HT250 |
| Pump Shaft | Stainless steel 2Cr13 |
| Bearing | HRB |
| Impeller form | FO – fully open |
| Shaft seal form | Packing seal, external sealing water is required |
| Lubrication form | O – oil lubrication (standard) |
| Transfer method | DC – Direct coupling |
Our Advantages
1. Fully open, three-blade impeller, large flow channel, strong performance without clogging.
2. Wear-resistant linings at the suction and discharge ends of the impeller are used to protect the eddy current casing.
3. The new protective cover design makes it easier to disassemble.
4. Brand new chassis design, stronger and more convenient for coupling adjustment.
Our Professional Team
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Supply Accessories, Video Instruction |
|---|---|
| Warranty: | 12 Months |
| Working Pressure: | High Pressure Pump |
| Influent Type of Impeller: | Double-Suction Pump |
| Position of Pump Shaft: | Horizontal Pump |
| Pump Casing Combined: | Horizontal Split Pumps |
| Customization: |
Available
|
|
|---|
Types of vacuum pumps
A vacuum pump is a device that pulls gas molecules out of a sealed volume and maintains a partial vacuum. Its job is to create a relative vacuum within its capabilities. Several types of vacuum pumps are available, including scroll and rotary piston models. Each has its own characteristics and uses. To learn more, read this article.
Screw Pump
Screw vacuum pumps use a mechanical screw to move an air or gas chamber to the axial housing wall. The movement of the chamber reduces the volume of gas, which is pre-compressed before being expelled through the pressure connection. These pumps can be single-pitch models or variable-pitch models. Variable pitch models feature variable pitch rotors that help distribute heat loads evenly across the rotor. Some models also include a thermostatic control valve that shuts off the pump if the water temperature gets too high. Screw vacuum pumps are available in single-ended or double-ended designs. Single-ended and double-ended screw pumps provide up to 3.7 x 10-4 Torr and an ultimate vacuum of 900 m3/h (560 cfm), which is sufficient for many industrial processes. Progressive cavity pumps are particularly suitable for vapor compression applications. These pumps also have an internal rotor to minimize layer formation. Combined with air cooling, they are suitable for use in hazardous environments. In addition, the screw rotor design prevents the build-up of substances in the pump cavity that could react with high temperatures. These pumps are also easily removable for quick cleaning. Screw vacuum pumps are also designed for low cost and minimal maintenance. Agknx screw vacuum pumps are designed in Germany and are very reliable and economical. Pump performance depends on cooling system and temperature. The temperature of the water used should be kept within a certain range, otherwise the pump may overheat and fail. Screw vacuum pumps are often used in scientific experiments. They are standard main pumps in large storage rings, gravitational wave detectors, and space simulation chambers. One of the largest ultra-high vacuum chambers in the world is made of screw vacuum pumps. An example is the KATRIN experiment. There are two types of screw vacuum pumps: oil-sealed and dry. Oil-sealed screw pumps use oil as a sealant and coolant. They are suitable for demanding vacuum applications such as woodworking and plastics processing. Dry screw pumps have an air-cooled chamber, and they can achieve higher vacuum levels than oil-sealed pumps.
Rotary Piston Vacuum Pumps
Rotary Piston Vacuum Pumps provide the rugged performance essential for applications requiring vacuum. They can deliver flow rates up to 1280 acfm and reach deep vacuum levels up to 0.0004 Torr. They are available in single-stage and two-stage models. The report also provides detailed information about the key players, their financial status, and business overview. A rotary piston vacuum pump is a versatile and affordable vacuum device. They are available in single-stage and two-stage configurations with higher capacity and higher vacuum. They can be easily maintained by an in-house maintenance team or by a local third-party service shop. Pump manufacturers can also provide services. Rotary piston vacuum pumps are available in single-stage and compound designs. They are ideal for a variety of applications. Their high-performance design enables them to operate at any pressure up to atmospheric pressure. They also have no metal-to-metal contact, which makes them ideal for dirty applications. Whether you need a pump that can operate at high or low pressure, a rotary piston vacuum pump is an excellent choice. When purchasing a rotary piston vacuum pump, it is important to choose a manufacturer with a reputation for providing high-quality service and repairs. In addition to the high quality of the pump, you also need to ensure its availability. You should also consider the cost and quality of the part. A good vacuum pump company should also provide technical support, service support and accessories. Oil-free pumps are a popular choice for laboratories, clean rooms and confined rooms. Their high-quality parts are made from lightweight, corrosion-resistant and specially formulated polymers. Oil-free pumps can handle high levels of air moisture and are excellent at removing contaminants. However, they are not suitable for applications containing organic vapors or acids. Atlas Copco’s GLS rotary piston pumps are a popular choice for industrial vacuum applications. Its space-saving design makes it an ideal solution for harsh environments. It is also very reliable and has low lifecycle costs. It has an automatic lubrication system and water mizer to minimize water consumption.
Scroll Vacuum Pumps
<br Scroll Vacuum Pumps can be used to pump air, gases, and other fluids. They are suitable for creating a vacuum in transfer chambers, mass spectrometers, and load lock chambers. They are also ideal for helium leak detectors and other analytical equipment. Scroll vacuum pumps are available in a variety of models, including the diaphragm, turbine, and oil-dry scroll models. They are used in a variety of industries, including the semiconductor, biotechnology, and pharmaceutical industries. Flexible and durable oil-free scroll vacuum pumps are an excellent choice for light industrial, general laboratory, and research applications. They also offer several advantages over other vacuum pumps, including low operating costs and environmental sustainability. Scroll vacuum pumps do not require oil, which is a big advantage in terms of cost. Scroll vacuum pumps are also quieter. Scroll vacuum pumps are designed for low, medium, and high vacuum systems. They create a high vacuum and cannot tolerate particles. Although they are relatively small, they are ideal for vacuum laboratory applications and are also suitable for dry vacuum pumping. They can be combined with chemically resistant PTFE components, making them more suitable for chemical applications. Scroll vacuum pumps feature a unique design that makes them very versatile and efficient. The pump has two helical structures, one is fixed and the other is rotating, which can effectively pump gas and liquid. When the rotor begins to move, the gas is compressed slightly and then flows through the system to the exhaust port. Scroll vacuum pumps are efficient, oil-free and compact. Known for their high tolerance to the atmosphere, they feature sensorless INFORM(r) control to minimize noise and vibration. These vacuum pumps are ideal for low to medium flow applications including analytical equipment, freeze dryers, vacuum coaters and mass spectrometers. The most important advantage of a scroll vacuum pump is its reliability. They can be used for three years or more without problems and are easy to maintain. With proper maintenance, they can reduce repair costs.
Diaphragm vacuum pumps
Diaphragm vacuum pumps are used in a variety of industrial processes. These pumps use an elastic diaphragm fixed around the outer diameter. They are efficient and can handle most types of liquids. They are commonly used for dewatering, filling and water removal. These pumps are easy to maintain. Diaphragm vacuum pumps are available in a variety of sizes and power outputs. Oil-free diaphragm vacuum pumps do not require oil, lubrication and cooling. These pumps are compatible with many types of laboratory equipment. Diaphragm vacuum pumps are equipped with dual voltage motors and DC drives for greater flexibility and durability. Diaphragm vacuum pumps can achieve higher vacuum levels than rotary vane pumps. They are more efficient than diaphragm pumps. They do not require oil and require less maintenance than their rotary vane counterparts. However, the diaphragms of these pumps may need to be replaced every few years. Diaphragm vacuum pumps are the most popular type of vacuum pump and can be used for a variety of applications. They can be used for everyday work and can be large enough to be used in a vacuum oven or rotary evaporator. Diaphragm vacuum pumps use pulsed motion to move air. They eliminate the need for oil and are highly chemical and steam resistant. They can handle a wide variety of samples, including high viscosity liquids. Diaphragm vacuum pumps are generally smaller than other types of vacuum pumps. Scroll pumps are made of metal and are generally recommended for solvent and water samples. They are not recommended for high acid samples. However, they are suitable for freeze drying. They can also be used for concentration applications. In this way, they have greater displacement capacity and can reach higher ultimate vacuum levels.
editor by Dream 2024-05-09