Product Description
Application scope and characteristics:
Greentech International (Xihu (West Lake) Dis.) Co., Ltd is the professional vacuum pump supplier. 2BE1 series water ring vacuum pumps and compressors are the products with high efficiency and economic power, which are manufactured by our company integrating with the advanced technology of the imported products from Germany.
These series products adopt CHINAMFG and single action structure and have many advantages, such as, compact structure, convenient maintenance, reliable running, high efficiency and economic power.
The main characteristics of 2BE1 series products:
All the bearings are the imported products with the brand name of CHINAMFG orNTN for ensuring the precise orientation and the high stability during the working of the pump.
The material of the impeller is QT400 nodular iron or stainless steel for ensuring the stability when the pump works under the rigorous condition and can extend the lifetime of the pump.
The casing is made of steel or stainless steel plates to extend the lifetime of the 2BE1 series pumps.
The shaft bushing is made of stainless steel to improve the lifetime of the pump 5 times than the normal material.
The V-belt pulley (when the pump is driven by the belt) is used the high precise pulley with taper bushing to keep the reliability of the pump and extend its life. And it is also easy to mantle and dismantle.
The coupling is used to drive the pump directly. The flexible part connecting the 2 half coupling is made of polyurethane that makes the pump more reliable.
The unique design to set the separator above the pump saves the space and decreases the noise efficiently.
All the parts are cast by the resin sands that make the pump surface very smooth. It is not necessary to cover the surface of the pumps with putty and gives out the heat efficiently.
The mechanical seals (optional) are used the imported products to avoid the leakage when the pump works for a long time.
| Type | Speed (Drive type) r/min |
Shaft power kW |
Motor power kW |
Motor type |
Limited vacuum mbar |
Weight (Whole set) kg |
||
| Suction capacity | ||||||||
| m 3 /h | m 3 /min | |||||||
| 2BE1 151-0 | 1450(D) 1100(V) 1300(V) 1625(V) 1750(V) |
10.8 7.2 9.2 13.2 14.8 |
15 11 11 15 18.5 |
Y160L-4 Y160M-4 Y160M-4 Y160L-4 Y180M-4 |
33mbar (-0.098MPa) |
405 300 360 445 470 |
6.8 5.0 6.0 7.4 7.8 |
469 428 444 469 503 |
| 2BE1 152-0 | 1450(D) 1100(V) 1300(V) 1625(V) 1750(V) |
12.5 8.3 10.5 15.0 17.2 |
15 11 15 18.5 22 |
Y160L-4 Y160M-4 Y160L-4 Y180M-4 Y180L-4 |
33mbar (-0.098MPa) |
465 340 415 510 535 |
7.8 5.7 6.9 8.5 8.9 |
481 437 481 515 533 |
| 2BE1 153-0 | 1450(D) 1100(V) 1300(V) 1625(V) 1750(V) |
16.3 10.6 13.6 19.6 22.3 |
18.5 15 18.5 22 30 |
Y180M-4 Y160L-4 Y180M-4 Y180L-4 Y200L-4 |
33mbar (-0.098MPa) |
600 445 540 660 700 |
10.0 7.4 9.0 11.0 11.7 |
533 480 533 551 601 |
| 2BE1 202-0 | 970(D) 790(V) 880(v) 1100(V) 1170(V) 1300(V) |
17 14 16 22 25 30 |
22 18.5 18.5 30 30 37 |
Y200L2-6 Y180M-4 Y180M-4 Y200L-4 Y200L-4 Y225S-4 |
33mbar (-0.098MPa) |
760 590 670 850 890 950 |
12.7 9.8 11.2 14.2 14.8 15.8 |
875 850 850 940 945 995 |
| 2BE1 203-0 | 970(D) 790(V) 880(V) 1100(V) 1170(V) 1300(V) |
27 20 23 33 37 45 |
37 30 30 45 45 55 |
Y250M-6 Y200L-4 Y200L-4 Y225M-4 Y225M-4 Y250M-4 |
33mbar (-0.098MPa) |
1120 880 1000 1270 1320 1400 |
18.7 14.7 16.7 21.2 22.0 23.3 |
1065 995 995 1080 1085 1170 |
| 2BE1 252-0 | 740(D) 558(V) 660(V) 832(V) 885(V) 938(V) |
38 26 31.8 49 54 60 |
45 30 37 55 75 75 |
Y280M-8 Y200L-4 Y225S-4 Y250M-4 Y280S-4 Y280S-4 |
33mbar (-0.098MPa) |
1700 1200 1500 1850 2000 2100 |
28.3 20.0 25.0 30.8 33.3 35.0 |
1693 1460 1515 1645 1805 1805 |
| 2BE1 253-0 | 740(D) 560(V) 660(V) 740(V) 792(V) 833(V) 885(V) 938(V) |
54 37 45 54 60 68 77 86 |
75 45 55 75 75 90 90 110 |
Y315M-8 Y225M-4 Y250M-4 Y280S-4 Y280S-4 Y280M-4 Y280M-4 Y315S-4 |
33mbar (-0.098MPa) |
2450 1750 2140 2450 2560 2700 2870 3571 |
40.8 29.2 35.7 40.8 42.7 45.0 47.8 50.3 |
2215 1695 1785 1945 1945 2055 2060 2295 |
| 2BE1 303-0 | 740(D) 590(D) 466(V) 521(V) 583(V) 657(V) 743(V) |
98 65 48 54 64 78 99 |
110 75 55 75 75 90 132 |
Y315L2-8 Y315L2-10 Y250M-4 Y280S-4 Y280S-4 Y280M-4 Y315M-4 |
33mbar (-0.098MPa) |
4000 3200 2500 2800 3100 3580 4000 |
66.7 53.3 41.7 46.7 51.7 59.7 66.7 |
3200 3200 2645 2805 2810 2925 3290 |
| 2BE1 305-1 2BE1 306-1 |
740(D) 590(D) 490(V) 521(V) 583(V) 657(V) 743(V) |
102 70 55 59 68 84 103 |
132 90 75 75 90 110 132 |
Y355M1-8 Y355M1-10 Y280S-4 Y280S-4 Y280M-4 Y315S-4 Y315M-4 |
160mbar (-0.085MPa) |
4650 3750 3150 3320 3700 4130 4650 |
77.5 62.5 52.5 55.3 61.2 68.8 77.5 |
3800 3800 2950 3000 3100 3300 3450 |
| 2BE1 353-0 | 590(D) 390(V) 415(V) 464(V) 520(V) 585(V) 620(V) 660(V) |
121 65 70 81 97 121 133 152 |
160 75 90 110 132 160 160 185 |
Y355L2-10 Y280S-4 Y280M-4 Y315S-4 Y315M-4 Y315L1-4 Y315L1-4 Y315L2-4 |
33mbar (-0.098MPa) |
5300 3580 3700 4100 4620 5200 5500 5850 |
88.3 59.7 61.7 68.3 77.0 86.7 91.7 97.5 |
4750 3560 3665 3905 4040 4100 4100 4240 |
| 2BE1 355-1 2BE1 356-1 |
590(D) 390(V) 435(V) 464(V) 520(V) 555(V) 585(V) 620(V) |
130 75 86 90 102 115 130 145 |
160 90 110 110 132 132 160 185 |
Y355L2-10 Y280M-4 Y315S-4 Y315S-4 Y315M-4 Y315M-4 Y315L1-4 Y315L2-4 |
160mbar (-0.085MPa) |
6200 4180 4600 4850 5450 5800 6100 6350 |
103.3 69.7 76.7 80.8 90.8 98.3 101.7 105.8 |
5000 3920 4150 4160 4290 4300 4350 4450 |
| 2BE1 403-0 | 330(V) 372(V) 420(V) 472(V) 530(V) 565(V) |
97 110 131 160 203 234 |
132 132 160 200 250 280 |
Y315M-4 Y315M-4 Y315L1-4 Y315L2-4 Y355M2-4 Y355L1-4 |
33mbar (-0.098MPa) |
5160 5700 6470 7380 8100 8600 |
86.0 95.0 107.8 123.0 135.0 143.3 |
5860 5870 5950 6190 6630 6800 |
| 2BE1 405-1 2BE1 406-1 |
330(V) 372(V) 420(V) 472(V) 530(V) 565(V) |
100 118 140 170 206 235 |
132 160 185 200 250 280 |
Y315M-4 Y315L1-4 Y315L2-4 Y315L2-4 Y355M2-4 Y355L1-4 |
160mbar (-0.085MPa) |
6000 6700 7500 8350 9450 15710 |
100.0 111.7 125.0 139.2 157.5 168.3 |
5980 6070 6200 6310 6750 6920 |
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Kinetic Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Pre-Suction Pump |
| Working Conditions: | Wet |
| Customization: |
Available
|
|
|---|

Can Vacuum Pumps Be Used in the Aerospace Sector?
Vacuum pumps indeed have various applications in the aerospace sector. Here’s a detailed explanation:
Vacuum pumps play a crucial role in several areas of the aerospace industry, supporting various processes and systems. Some of the key applications of vacuum pumps in the aerospace sector include:
1. Space Simulation Chambers: Vacuum pumps are used in space simulation chambers to replicate the low-pressure conditions experienced in outer space. These chambers are utilized for testing and validating the performance and functionality of aerospace components and systems under simulated space conditions. Vacuum pumps create and maintain the necessary vacuum environment within these chambers, allowing engineers and scientists to evaluate the behavior and response of aerospace equipment in space-like conditions.
2. Propellant Management: In space propulsion systems, vacuum pumps are employed for propellant management. They help in the transfer, circulation, and pressurization of propellants, such as liquid rocket fuels or cryogenic fluids, in both launch vehicles and spacecraft. Vacuum pumps assist in creating the required pressure differentials for propellant flow and control, ensuring efficient and reliable operation of propulsion systems.
3. Environmental Control Systems: Vacuum pumps are utilized in the environmental control systems of aircraft and spacecraft. These systems are responsible for maintaining the desired atmospheric conditions, including temperature, humidity, and cabin pressure, to ensure the comfort, safety, and well-being of crew members and passengers. Vacuum pumps are used to regulate and control the cabin pressure, facilitating the circulation of fresh air and maintaining the desired air quality within the aircraft or spacecraft.
4. Satellite Technology: Vacuum pumps find numerous applications in satellite technology. They are used in the fabrication and testing of satellite components, such as sensors, detectors, and electronic devices. Vacuum pumps help create the necessary vacuum conditions for thin film deposition, surface treatment, and testing processes, ensuring the performance and reliability of satellite equipment. Additionally, vacuum pumps are employed in satellite propulsion systems to manage propellants and provide thrust for orbital maneuvers.
5. Avionics and Instrumentation: Vacuum pumps are involved in the production and testing of avionics and instrumentation systems used in aerospace applications. They facilitate processes such as thin film deposition, vacuum encapsulation, and vacuum drying, ensuring the integrity and functionality of electronic components and circuitry. Vacuum pumps are also utilized in vacuum leak testing, where they help create a vacuum environment to detect and locate any leaks in aerospace systems and components.
6. High Altitude Testing: Vacuum pumps are used in high altitude testing facilities to simulate the low-pressure conditions encountered at high altitudes. These testing facilities are employed for evaluating the performance and functionality of aerospace equipment, such as engines, materials, and structures, under simulated high altitude conditions. Vacuum pumps create and control the required low-pressure environment, allowing engineers and researchers to assess the behavior and response of aerospace systems in high altitude scenarios.
7. Rocket Engine Testing: Vacuum pumps are crucial in rocket engine testing facilities. They are utilized to evacuate and maintain the vacuum conditions in engine test chambers or nozzles during rocket engine testing. By creating a vacuum environment, these pumps simulate the conditions experienced by rocket engines in the vacuum of space, enabling accurate testing and evaluation of engine performance, thrust levels, and efficiency.
It’s important to note that aerospace applications often require specialized vacuum pumps capable of meeting stringent requirements, such as high reliability, low outgassing, compatibility with propellants or cryogenic fluids, and resistance to extreme temperatures and pressures.
In summary, vacuum pumps are extensively used in the aerospace sector for a wide range of applications, including space simulation chambers, propellant management, environmental control systems, satellite technology, avionics and instrumentation, high altitude testing, and rocket engine testing. They contribute to the development, testing, and operation of aerospace equipment, ensuring optimal performance, reliability, and safety.

How Do Vacuum Pumps Assist in Freeze-Drying Processes?
Freeze-drying, also known as lyophilization, is a dehydration technique used in various industries, including pharmaceutical manufacturing. Vacuum pumps play a crucial role in facilitating freeze-drying processes. Here’s a detailed explanation:
During freeze-drying, vacuum pumps assist in the removal of water or solvents from pharmaceutical products while preserving their structure and integrity. The freeze-drying process involves three main stages: freezing, primary drying (sublimation), and secondary drying (desorption).
1. Freezing: In the first stage, the pharmaceutical product is frozen to a solid state. Freezing is typically achieved by lowering the temperature of the product below its freezing point. The frozen product is then placed in a vacuum chamber.
2. Primary Drying (Sublimation): Once the product is frozen, the vacuum pump creates a low-pressure environment within the chamber. By reducing the pressure, the boiling point of water or solvents present in the frozen product is lowered, allowing them to transition directly from the solid phase to the vapor phase through a process called sublimation. Sublimation bypasses the liquid phase, preventing potential damage to the product’s structure.
The vacuum pump maintains a low-pressure environment by continuously removing the water vapor or solvent vapor generated during sublimation. The vapor is drawn out of the chamber, leaving behind the freeze-dried product. This process preserves the product’s original form, texture, and biological activity.
3. Secondary Drying (Desorption): After the majority of the water or solvents have been removed through sublimation, the freeze-dried product may still contain residual moisture or solvents. In the secondary drying stage, the vacuum pump continues to apply vacuum to the chamber, but at a higher temperature. The purpose of this stage is to remove the remaining moisture or solvents through evaporation.
The vacuum pump maintains the low-pressure environment, allowing the residual moisture or solvents to evaporate at a lower temperature than under atmospheric pressure. This prevents potential thermal degradation of the product. Secondary drying further enhances the stability and shelf life of the freeze-dried pharmaceutical product.
By creating and maintaining a low-pressure environment, vacuum pumps enable efficient and controlled sublimation and desorption during the freeze-drying process. They facilitate the removal of water or solvents while minimizing the potential damage to the product’s structure and preserving its quality. Vacuum pumps also contribute to the overall speed and efficiency of the freeze-drying process by continuously removing the vapor generated during sublimation and evaporation. The precise control provided by vacuum pumps ensures the production of stable and high-quality freeze-dried pharmaceutical products.

Can Vacuum Pumps Be Used in Food Processing?
Yes, vacuum pumps are widely used in food processing for various applications. Here’s a detailed explanation:
Vacuum pumps play a crucial role in the food processing industry by enabling the creation and maintenance of vacuum or low-pressure environments. They offer several benefits in terms of food preservation, packaging, and processing. Here are some common applications of vacuum pumps in food processing:
1. Vacuum Packaging: Vacuum pumps are extensively used in vacuum packaging processes. Vacuum packaging involves removing air from the packaging container to create a vacuum-sealed environment. This process helps extend the shelf life of food products by inhibiting the growth of spoilage-causing microorganisms and reducing oxidation. Vacuum pumps are used to evacuate the air from the packaging, ensuring a tight seal and maintaining the quality and freshness of the food.
2. Freeze Drying: Vacuum pumps are essential in freeze drying or lyophilization processes used in food processing. Freeze drying involves removing moisture from food products while they are frozen, preserving their texture, flavor, and nutritional content. Vacuum pumps create a low-pressure environment that allows frozen water to directly sublimate from solid to vapor, resulting in the removal of moisture from the food without causing damage or loss of quality.
3. Vacuum Cooling: Vacuum pumps are utilized in vacuum cooling processes for rapid and efficient cooling of food products. Vacuum cooling involves placing the food in a vacuum chamber and reducing the pressure. This lowers the boiling point of water, facilitating the rapid evaporation of moisture and heat from the food, thereby cooling it quickly. Vacuum cooling helps maintain the freshness, texture, and quality of delicate food items such as fruits, vegetables, and bakery products.
4. Vacuum Concentration: Vacuum pumps are employed in vacuum concentration processes in the food industry. Vacuum concentration involves removing excess moisture from liquid food products to increase their solids content. By creating a vacuum, the boiling point of the liquid is reduced, allowing for gentle evaporation of water while preserving the desired flavors, nutrients, and viscosity of the product. Vacuum concentration is commonly used in the production of juices, sauces, and concentrates.
5. Vacuum Mixing and Deaeration: Vacuum pumps are used in mixing and deaeration processes in food processing. In the production of certain food products such as chocolates, confectioneries, and sauces, vacuum mixing is employed to remove air bubbles, achieve homogeneity, and improve product texture. Vacuum pumps aid in the removal of entrapped air and gases, resulting in smooth and uniform food products.
6. Vacuum Filtration: Vacuum pumps are utilized in food processing for vacuum filtration applications. Vacuum filtration involves separating solids from liquids or gases using a filter medium. Vacuum pumps create suction that draws the liquid or gas through the filter, leaving behind the solid particles. Vacuum filtration is commonly used in processes such as clarifying liquids, removing impurities, and separating solids from liquids in the production of beverages, oils, and dairy products.
7. Marinating and Brining: Vacuum pumps are employed in marinating and brining processes in the food industry. By applying a vacuum to the marinating or brining container, the pressure is reduced, allowing the marinade or brine to penetrate the food more efficiently. Vacuum marinating and brining help enhance flavor absorption, reduce marinating time, and improve the overall taste and texture of the food.
8. Controlled Atmosphere Packaging: Vacuum pumps are used in controlled atmosphere packaging (CAP) systems in the food industry. CAP involves modifying the gas composition within food packaging to extend the shelf life and maintain the quality of perishable products. Vacuum pumps aid in the removal of oxygen or other unwanted gases from the package, allowing the introduction of a desired gas mixture that preserves the food’s freshness and inhibits microbial growth.
These are just a few examples of how vacuum pumps are used in food processing. The ability to create and control vacuum or low-pressure environments is a valuable asset in preserving food quality, enhancing shelf life, and facilitating various processing techniques in the food industry.


editor by Dream 2024-05-06
China Hot selling Vacuum Blower Air Compressor Pump China Manufacturer with high quality
Product Description
Vacuum Blower Air Compressor Pump China Manufacturer
| Model | Stage/Phase | Frequency | Power | Voltage | Current | Airflow | Vacuum | Pressure | Noise | weight |
| Hz | KW | V | A | m3/h | mbar | mbar | db | KG | ||
| 2JM 210 A11 | Single/Single | 50 | 0.37 | 230 | 2.7 | 80 | -110 | 110 | 53 | 11 |
| 60 | 0.45 | 230 | 3.0 | 96 | -130 | 140 | 53 |
Other main product
Application:
- Agriculture(Fish pond and aeration tanks)
- Beverage(bottle drying)
- Bio fuels/bio-gas system
- Food and vegetable processing
- Medical and Health service(Dental cart and dental vacuum)
- Package (Air knives blown-off / Labeling/Drying)
- Plastics/Rubber(Air knives blown-off/ Bottle blow moulding/ Extruder Degassing/Pneumatic conveying/ Thermoforming)
- Printing
- Paper and pulp/ paper converting
- Textile industry
- Transportation/Loading/Unloading(Pneumatic conveying/material handling)
- Water treatment/sewage treatment
- Woodworking(CNC Routing/bulk handling
Air Blowers Export Service:
18 months warranty
Professional engineer will help to recommend the most suitable models
after studying customers’ requirements,
OEM service available.
24 hours service online,you can touch us by email, , ,
7 days delivery time and safe shipment
Contact
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Vortex Pump |
| Exhauster Method: | Kinetic Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Compressed Air and Vacuum Solution |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|
How Do You Maintain and Troubleshoot Vacuum Pumps?
Maintaining and troubleshooting vacuum pumps is essential to ensure their optimal performance and longevity. Here’s a detailed explanation:
Maintenance of Vacuum Pumps:
1. Regular Inspection: Perform regular visual inspections of the pump to check for any signs of damage, leaks, or abnormal wear. Inspect the motor, belts, couplings, and other components for proper alignment and condition.
2. Lubrication: Follow the manufacturer’s guidelines for lubrication. Some vacuum pumps require regular oil changes or lubrication of moving parts. Ensure that the correct type and amount of lubricant are used.
3. Oil Level Check: Monitor the oil level in oil-sealed pumps and maintain it within the recommended range. Add or replace oil as necessary, following the manufacturer’s instructions.
4. Filter Maintenance: Clean or replace filters regularly to prevent clogging and ensure proper airflow. Clogged filters can impair pump performance and increase energy consumption.
5. Cooling System: If the vacuum pump has a cooling system, inspect it regularly for cleanliness and proper functioning. Clean or replace cooling components as needed to prevent overheating.
6. Seals and Gaskets: Check the seals and gaskets for signs of wear or leakage. Replace any damaged or worn seals promptly to maintain airtightness.
7. Valve Maintenance: If the vacuum pump includes valves, inspect and clean them regularly to ensure proper operation and prevent blockages.
8. Vibration and Noise: Monitor the pump for excessive vibration or unusual noise, which may indicate misalignment, worn bearings, or other mechanical issues. Address these issues promptly to prevent further damage.
Troubleshooting Vacuum Pump Problems:
1. Insufficient Vacuum Level: If the pump is not achieving the desired vacuum level, check for leaks in the system, improper sealing, or worn-out seals. Inspect valves, connections, and seals for leaks and repair or replace as needed.
2. Poor Performance: If the pump is not providing adequate performance, check for clogged filters, insufficient lubrication, or worn-out components. Clean or replace filters, ensure proper lubrication, and replace worn parts as necessary.
3. Overheating: If the pump is overheating, check the cooling system for blockages or insufficient airflow. Clean or replace cooling components and ensure proper ventilation around the pump.
4. Excessive Noise or Vibration: Excessive noise or vibration may indicate misalignment, worn bearings, or other mechanical issues. Inspect and repair or replace damaged or worn parts. Ensure proper alignment and balance of rotating components.
5. Motor Issues: If the pump motor fails to start or operates erratically, check the power supply, electrical connections, and motor components. Test the motor using appropriate electrical testing equipment and consult an electrician or motor specialist if necessary.
6. Excessive Oil Consumption: If the pump is consuming oil at a high rate, check for leaks or other issues that may be causing oil loss. Inspect seals, gaskets, and connections for leaks and repair as needed.
7. Abnormal Odors: Unusual odors, such as a burning smell, may indicate overheating or other mechanical problems. Address the issue promptly and consult a technician if necessary.
8. Manufacturer Guidelines: Always refer to the manufacturer’s guidelines and recommendations for maintenance and troubleshooting specific to your vacuum pump model. Follow the prescribed maintenance schedule and seek professional assistance when needed.
By following proper maintenance procedures and promptly addressing any troubleshooting issues, you can ensure the reliable operation and longevity of your vacuum pump.
How Do Vacuum Pumps Contribute to Energy Savings?
Vacuum pumps play a significant role in energy savings in various industries and applications. Here’s a detailed explanation:
Vacuum pumps contribute to energy savings through several mechanisms and efficiencies. Some of the key ways in which vacuum pumps help conserve energy are:
1. Improved Process Efficiency: Vacuum pumps are often used to remove gases and create low-pressure or vacuum conditions in industrial processes. By reducing the pressure, vacuum pumps enable the removal of unwanted gases or vapors, improving the efficiency of the process. For example, in distillation or evaporation processes, vacuum pumps help lower the boiling points of liquids, allowing them to evaporate or distill at lower temperatures. This results in energy savings as less heat is required to achieve the desired separation or concentration.
2. Reduced Energy Consumption: Vacuum pumps are designed to operate efficiently and consume less energy compared to other types of equipment that perform similar functions. Modern vacuum pump designs incorporate advanced technologies, such as variable speed drives, energy-efficient motors, and optimized control systems. These features allow vacuum pumps to adjust their operation based on demand, reducing energy consumption during periods of lower process requirements. By consuming less energy, vacuum pumps contribute to overall energy savings in industrial operations.
3. Leak Detection and Reduction: Vacuum pumps are often used in leak detection processes to identify and locate leaks in systems or equipment. By creating a vacuum or low-pressure environment, vacuum pumps can assess the integrity of a system and identify any sources of leakage. Detecting and repairing leaks promptly helps prevent energy wastage associated with the loss of pressurized fluids or gases. By addressing leaks, vacuum pumps assist in reducing energy losses and improving the overall energy efficiency of the system.
4. Energy Recovery Systems: In some applications, vacuum pumps can be integrated into energy recovery systems. For instance, in certain manufacturing processes, the exhaust gases from vacuum pumps may contain heat or have the potential for energy recovery. By utilizing heat exchangers or other heat recovery systems, the thermal energy from the exhaust gases can be captured and reused to preheat incoming fluids or provide heat to other parts of the process. This energy recovery approach further enhances the overall energy efficiency by utilizing waste heat that would otherwise be lost.
5. System Optimization and Control: Vacuum pumps are often integrated into centralized vacuum systems that serve multiple processes or equipment. These systems allow for better control, monitoring, and optimization of the vacuum generation and distribution. By centralizing the vacuum production and employing intelligent control strategies, energy consumption can be optimized based on the specific process requirements. This ensures that vacuum pumps operate at the most efficient levels, resulting in energy savings.
6. Maintenance and Service: Proper maintenance and regular servicing of vacuum pumps are essential for their optimal performance and energy efficiency. Routine maintenance includes tasks such as cleaning, lubrication, and inspection of pump components. Well-maintained pumps operate more efficiently, reducing energy consumption. Additionally, prompt repair of any faulty parts or addressing performance issues helps maintain the pump’s efficiency and prevents energy waste.
In summary, vacuum pumps contribute to energy savings through improved process efficiency, reduced energy consumption, leak detection and reduction, integration with energy recovery systems, system optimization and control, as well as proper maintenance and service. By utilizing vacuum pumps efficiently and effectively, industries can minimize energy waste, optimize energy usage, and achieve significant energy savings in various applications and processes.

What Are the Primary Applications of Vacuum Pumps?
Vacuum pumps have a wide range of applications across various industries. Here’s a detailed explanation:
1. Industrial Processes:
Vacuum pumps play a vital role in numerous industrial processes, including:
– Vacuum Distillation: Vacuum pumps are used in distillation processes to lower the boiling points of substances, enabling separation and purification of various chemicals and compounds.
– Vacuum Drying: Vacuum pumps aid in drying processes by creating a low-pressure environment, which accelerates moisture removal from materials without excessive heat.
– Vacuum Packaging: Vacuum pumps are used in the food industry to remove air from packaging containers, prolonging the shelf life of perishable goods by reducing oxygen exposure.
– Vacuum Filtration: Filtration processes can benefit from vacuum pumps to enhance filtration rates by applying suction, facilitating faster separation of solids and liquids.
2. Laboratory and Research:
Vacuum pumps are extensively used in laboratories and research facilities for various applications:
– Vacuum Chambers: Vacuum pumps create controlled low-pressure environments within chambers for conducting experiments, testing materials, or simulating specific conditions.
– Mass Spectrometry: Mass spectrometers often utilize vacuum pumps to create the necessary vacuum conditions for ionization and analysis of samples.
– Freeze Drying: Vacuum pumps enable freeze-drying processes, where samples are frozen and then subjected to a vacuum, allowing the frozen water to sublimate directly from solid to vapor state.
– Electron Microscopy: Vacuum pumps are essential for electron microscopy techniques, providing the necessary vacuum environment for high-resolution imaging of samples.
3. Semiconductor and Electronics Industries:
High vacuum pumps are critical in the semiconductor and electronics industries for manufacturing and testing processes:
– Semiconductor Fabrication: Vacuum pumps are used in various stages of chip manufacturing, including deposition, etching, and ion implantation processes.
– Thin Film Deposition: Vacuum pumps create the required vacuum conditions for depositing thin films of materials onto substrates, as done in the production of solar panels, optical coatings, and electronic components.
– Leak Detection: Vacuum pumps are utilized in leak testing applications to detect and locate leaks in electronic components, systems, or pipelines.
4. Medical and Healthcare:
Vacuum pumps have several applications in the medical and healthcare sectors:
– Vacuum Assisted Wound Closure: Vacuum pumps are used in negative pressure wound therapy (NPWT), where they create a controlled vacuum environment to promote wound healing and removal of excess fluids.
– Laboratory Equipment: Vacuum pumps are essential in medical and scientific equipment such as vacuum ovens, freeze dryers, and centrifugal concentrators.
– Anesthesia and Medical Suction: Vacuum pumps are utilized in anesthesia machines and medical suction devices to create suction and remove fluids or gases from the patient’s body.
5. HVAC and Refrigeration:
Vacuum pumps are employed in the HVAC (Heating, Ventilation, and Air Conditioning) and refrigeration industries:
– Refrigeration and Air Conditioning Systems: Vacuum pumps are used during system installation, maintenance, and repair to evacuate moisture and air from refrigeration and air conditioning systems, ensuring efficient operation.
– Vacuum Insulation Panels: Vacuum pumps are utilized in the manufacturing of vacuum insulation panels, which offer superior insulation properties for buildings and appliances.
6. Power Generation:
Vacuum pumps play a role in power generation applications:
– Steam Condenser Systems: Vacuum pumps are used in power plants to remove non-condensable gases from steam condenser systems, improving thermal efficiency.
– Gas Capture: Vacuum pumps are utilized to capture and remove gases, such as hydrogen or helium, in nuclear power plants, research reactors, or particle accelerators.
These are just a few examples of the primary applications of vacuum pumps. The versatility and wide range of vacuum pump types make them essential in numerous industries, contributing to various manufacturing processes, research endeavors, and technological advancements.
editor by Dream 2024-04-23
China best Liquid Ring Environmental Vacuum Pump Mini Vacuum Air Compressor Pump for Air Conditioning China Manufacturer wholesaler
Product Description
liquid ring environmental vacuum pump mini vacuum air compressor pump for air conditioning China manufacturer
Application of vacuum pump
Vacuum pumps are used in a wide variety of applications, including:
- Industrial: Vacuum pumps are used in a variety of industrial processes, such as semiconductor manufacturing, food processing, and vacuum drying.
- Medical: Vacuum pumps are used in a variety of medical applications, such as surgery, imaging, and laboratory research.
- Scientific: Vacuum pumps are used in a variety of scientific applications, such as spectroscopy, mass spectrometry, and particle physics.
- Environmental: Vacuum pumps are used in a variety of environmental applications, such as air pollution control and water treatment.
- Other: Vacuum pumps are used in a variety of other applications, such as food preservation, space exploration, and manufacturing.
Vacuum pumps work by removing air from a closed space. This creates a vacuum, which is a region of space with no air. Vacuum pumps are available in a variety of sizes and styles to accommodate different applications.
Here are some of the specific benefits of using vacuum pumps:
- Reduced pressure: Vacuum pumps can reduce the pressure in a closed space, which can be used to improve the performance of a variety of processes.
- Contaminant removal: Vacuum pumps can remove contaminants from a closed space, which can improve the quality of a product or process.
- Efficiency: Vacuum pumps can improve the efficiency of a variety of processes by reducing the amount of energy required to operate them.
- Safety: Vacuum pumps can be used to create a safe working environment by removing hazardous gases or vapors from a closed space.
Vacuum pumps are a versatile and essential part of many machines and systems. They are used to remove air from a closed space, and they offer a number of advantages over other types of pumps, such as reduced pressure, contaminant removal, efficiency, and safety.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Installation Guide 1-Year Warranty |
|---|---|
| Warranty: | Installation Guide 1-Year Warranty |
| Oil or Not: | Oil |
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | Vacuum |
| Samples: |
US$ 9999/Piece
1 Piece(Min.Order) | |
|---|

What Are the Advantages of Using Oil-Sealed Vacuum Pumps?
Oil-sealed vacuum pumps offer several advantages in various applications. Here’s a detailed explanation:
1. High Vacuum Performance: Oil-sealed vacuum pumps are known for their ability to achieve high levels of vacuum. They can create and maintain deep vacuum levels, making them suitable for applications that require a low-pressure environment. The use of oil as a sealing and lubricating medium helps in achieving efficient vacuum performance.
2. Wide Operating Range: Oil-sealed vacuum pumps have a wide operating range, allowing them to handle a broad spectrum of vacuum levels. They can operate effectively in both low-pressure and high-vacuum conditions, making them versatile for different applications across various industries.
3. Efficient and Reliable Operation: These pumps are known for their reliability and consistent performance. The oil-sealed design provides effective sealing, preventing air leakage and maintaining a stable vacuum level. They are designed to operate continuously for extended periods without significant performance degradation, making them suitable for continuous industrial processes.
4. Contamination Handling: Oil-sealed vacuum pumps are effective in handling certain types of contaminants that may be present in the process gases or air being evacuated. The oil acts as a barrier, trapping and absorbing certain particulates, moisture, and chemical vapors, preventing them from reaching the pump mechanism. This helps protect the pump internals from potential damage and contributes to the longevity of the pump.
5. Thermal Stability: The presence of oil in these pumps helps in dissipating heat generated during operation, contributing to their thermal stability. The oil absorbs and carries away heat, preventing excessive temperature rise within the pump. This thermal stability allows for consistent performance even during prolonged operation and helps protect the pump from overheating.
6. Noise Reduction: Oil-sealed vacuum pumps generally operate at lower noise levels compared to other types of vacuum pumps. The oil acts as a noise-damping medium, reducing the noise generated by the moving parts and the interaction of gases within the pump. This makes them suitable for applications where noise reduction is desired, such as laboratory environments or noise-sensitive industrial settings.
7. Versatility: Oil-sealed vacuum pumps are versatile and can handle a wide range of gases and vapors. They can effectively handle both condensable and non-condensable gases, making them suitable for diverse applications in industries such as chemical processing, pharmaceuticals, food processing, and research laboratories.
8. Cost-Effective: Oil-sealed vacuum pumps are often considered cost-effective options for many applications. They generally have a lower initial cost compared to some other types of high-vacuum pumps. Additionally, the maintenance and operating costs are relatively lower, making them an economical choice for industries that require reliable vacuum performance.
9. Simplicity and Ease of Maintenance: Oil-sealed vacuum pumps are relatively simple in design and easy to maintain. Routine maintenance typically involves monitoring oil levels, changing the oil periodically, and inspecting and replacing worn-out parts as necessary. The simplicity of maintenance procedures contributes to the overall cost-effectiveness and ease of operation.
10. Compatibility with Other Equipment: Oil-sealed vacuum pumps are compatible with various process equipment and systems. They can be easily integrated into existing setups or used in conjunction with other vacuum-related equipment, such as vacuum chambers, distillation systems, or industrial process equipment.
These advantages make oil-sealed vacuum pumps a popular choice in many industries where reliable, high-performance vacuum systems are required. However, it’s important to consider specific application requirements and consult with experts to determine the most suitable type of vacuum pump for a particular use case.

Considerations for Selecting a Vacuum Pump for Cleanroom Applications
When it comes to selecting a vacuum pump for cleanroom applications, several considerations should be taken into account. Here’s a detailed explanation:
Cleanrooms are controlled environments used in industries such as semiconductor manufacturing, pharmaceuticals, biotechnology, and microelectronics. These environments require strict adherence to cleanliness and particle control standards to prevent contamination of sensitive processes or products. Selecting the right vacuum pump for cleanroom applications is crucial to maintain the required level of cleanliness and minimize the introduction of contaminants. Here are some key considerations:
1. Cleanliness: The cleanliness of the vacuum pump is of utmost importance in cleanroom applications. The pump should be designed and constructed to minimize the generation and release of particles, oil vapors, or other contaminants into the cleanroom environment. Oil-free or dry vacuum pumps are commonly preferred in cleanroom applications as they eliminate the risk of oil contamination. Additionally, pumps with smooth surfaces and minimal crevices are easier to clean and maintain, reducing the potential for particle buildup.
2. Outgassing: Outgassing refers to the release of gases or vapors from the surfaces of materials, including the vacuum pump itself. In cleanroom applications, it is crucial to select a vacuum pump with low outgassing characteristics to prevent the introduction of contaminants into the environment. Vacuum pumps specifically designed for cleanroom use often undergo special treatments or use materials with low outgassing properties to minimize this effect.
3. Particle Generation: Vacuum pumps can generate particles due to the friction and wear of moving parts, such as rotors or vanes. These particles can become a source of contamination in cleanrooms. When selecting a vacuum pump for cleanroom applications, it is essential to consider the pump’s particle generation level and choose pumps that have been designed and tested to minimize particle emissions. Pumps with features like self-lubricating materials or advanced sealing mechanisms can help reduce particle generation.
4. Filtration and Exhaust Systems: The filtration and exhaust systems associated with the vacuum pump are critical for maintaining cleanroom standards. The vacuum pump should be equipped with efficient filters that can capture and remove any particles or contaminants generated during operation. High-quality filters, such as HEPA (High-Efficiency Particulate Air) filters, can effectively trap even the smallest particles. The exhaust system should be properly designed to ensure that filtered air is released outside the cleanroom or passes through additional filtration before being reintroduced into the environment.
5. Noise and Vibrations: Noise and vibrations generated by vacuum pumps can have an impact on cleanroom operations. Excessive noise can affect the working environment and compromise communication, while vibrations can potentially disrupt sensitive processes or equipment. It is advisable to choose vacuum pumps specifically designed for quiet operation and that incorporate measures to minimize vibrations. Pumps with noise-dampening features and vibration isolation systems can help maintain a quiet and stable cleanroom environment.
6. Compliance with Standards: Cleanroom applications often have specific industry standards or regulations that must be followed. When selecting a vacuum pump, it is important to ensure that it complies with relevant cleanroom standards and requirements. Considerations may include ISO cleanliness standards, cleanroom classification levels, and industry-specific guidelines for particle count, outgassing levels, or allowable noise levels. Manufacturers that provide documentation and certifications related to cleanroom suitability can help demonstrate compliance.
7. Maintenance and Serviceability: Proper maintenance and regular servicing of vacuum pumps are essential for their reliable and efficient operation. When choosing a vacuum pump for cleanroom applications, consider factors such as ease of maintenance, availability of spare parts, and access to service and support from the manufacturer. Pumps with user-friendly maintenance features, clear service instructions, and a responsive customer support network can help minimize downtime and ensure continued cleanroom performance.
In summary, selecting a vacuum pump for cleanroom applications requires careful consideration of factors such as cleanliness, outgassing characteristics, particle generation, filtration and exhaust systems, noise and vibrations, compliance with standards, and maintenance requirements. By choosing vacuum pumps designed specifically for cleanroom use and considering these key factors, cleanroom operators can maintain the required level of cleanliness and minimize the risk of contamination in their critical processes and products.

How Are Vacuum Pumps Different from Air Compressors?
Vacuum pumps and air compressors are both mechanical devices used to manipulate air and gas, but they serve opposite purposes. Here’s a detailed explanation of their differences:
1. Function:
– Vacuum Pumps: Vacuum pumps are designed to remove or reduce the pressure within a closed system, creating a vacuum or low-pressure environment. They extract air or gas from a chamber, creating suction or negative pressure.
– Air Compressors: Air compressors, on the other hand, are used to increase the pressure of air or gas. They take in ambient air or gas and compress it, resulting in higher pressure and a compacted volume of air or gas.
2. Pressure Range:
– Vacuum Pumps: Vacuum pumps are capable of generating pressures below atmospheric pressure or absolute zero pressure. The pressure range typically extends into the negative range, expressed in units such as torr or pascal.
– Air Compressors: Air compressors, on the contrary, operate in the positive pressure range. They increase the pressure above atmospheric pressure, typically measured in units like pounds per square inch (psi) or bar.
3. Applications:
– Vacuum Pumps: Vacuum pumps have various applications where the creation of a vacuum or low-pressure environment is required. They are used in processes such as vacuum distillation, vacuum drying, vacuum packaging, and vacuum filtration. They are also essential in scientific research, semiconductor manufacturing, medical suction devices, and many other industries.
– Air Compressors: Air compressors find applications where compressed air or gas at high pressure is needed. They are used in pneumatic tools, manufacturing processes, air conditioning systems, power generation, and inflating tires. Compressed air is versatile and can be employed in numerous industrial and commercial applications.
4. Design and Mechanism:
– Vacuum Pumps: Vacuum pumps are designed to create a vacuum by removing air or gas from a closed system. They may use mechanisms such as positive displacement, entrapment, or momentum transfer to achieve the desired vacuum level. Examples of vacuum pump types include rotary vane pumps, diaphragm pumps, and diffusion pumps.
– Air Compressors: Air compressors are engineered to compress air or gas, increasing its pressure and decreasing its volume. They use mechanisms like reciprocating pistons, rotary screws, or centrifugal force to compress the air or gas. Common types of air compressors include reciprocating compressors, rotary screw compressors, and centrifugal compressors.
5. Direction of Air/Gas Flow:
– Vacuum Pumps: Vacuum pumps draw air or gas into the pump and then expel it from the system, creating a vacuum within the chamber or system being evacuated.
– Air Compressors: Air compressors take in ambient air or gas and compress it, increasing its pressure and storing it in a tank or delivering it directly to the desired application.
While vacuum pumps and air compressors have different functions and operate under distinct pressure ranges, they are both vital in various industries and applications. Vacuum pumps create and maintain a vacuum or low-pressure environment, while air compressors compress air or gas to higher pressures for different uses and processes.
editor by CX 2024-03-30
China manufacturer Vacuum Blower Air Compressor Pump China Manufacturer vacuum pump ac system
Product Description
Vacuum Blower Air Compressor Pump China Manufacturer
| Model | Stage/Phase | Frequency | Power | Voltage | Current | Airflow | Vacuum | Pressure | Noise | weight |
| Hz | KW | V | A | m3/h | mbar | mbar | db | KG | ||
| 2JM 210 A11 | Single/Single | 50 | 0.37 | 230 | 2.7 | 80 | -110 | 110 | 53 | 11 |
| 60 | 0.45 | 230 | 3.0 | 96 | -130 | 140 | 53 |
Other main product
Application:
- Agriculture(Fish pond and aeration tanks)
- Beverage(bottle drying)
- Bio fuels/bio-gas system
- Food and vegetable processing
- Medical and Health service(Dental cart and dental vacuum)
- Package (Air knives blown-off / Labeling/Drying)
- Plastics/Rubber(Air knives blown-off/ Bottle blow moulding/ Extruder Degassing/Pneumatic conveying/ Thermoforming)
- Printing
- Paper and pulp/ paper converting
- Textile industry
- Transportation/Loading/Unloading(Pneumatic conveying/material handling)
- Water treatment/sewage treatment
- Woodworking(CNC Routing/bulk handling
Air Blowers Export Service:
18 months warranty
Professional engineer will help to recommend the most suitable models
after studying customers’ requirements,
OEM service available.
24 hours service online,you can touch us by email, , ,
7 days delivery time and safe shipment
Contact
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Vortex Pump |
| Exhauster Method: | Kinetic Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Compressed Air and Vacuum Solution |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|

Types of vacuum pumps
A vacuum pump is a device that draws gas molecules from a sealed volume and maintains a partial vacuum. Its job is to create a vacuum in a volume, usually one of several. There are several types of vacuum pumps, such as root pumps, diaphragm pumps, rotary piston pumps, and self-priming centrifugal pumps.
The diaphragm pump is a dry positive displacement vacuum pump
Diaphragm pumps are a versatile type of vacuum pump. They can be installed in a variety of scenarios including container emptying, positive suction, and simultaneous fluid mixing. Their performance depends on the stiffness and durability of the diaphragm, which in turn depends on the material.
They have good performance when running in dry mode. Diaphragm pumps work very similarly to the human heart, which is why they are often used to create artificial hearts. In addition, the diaphragm pump is self-priming and has high efficiency. They are also capable of handling the most viscous liquids and are used in almost all industries.
However, this type of pump has several disadvantages. One of them is that they are difficult to restart after a power outage. Another disadvantage is that they can generate a lot of heat. Fortunately, this heat is carried away by airflow. However, this heat builds up in the multistage pump. If this happens, the diaphragm or motor may be damaged. Diaphragm pumps operating in two or more stages should be fitted with solenoid valves to maintain vacuum stability.
Diaphragm pumps are a good choice for drying processes where hygiene is important. These pumps have check valves and rubber or Teflon diaphragms. Diaphragm pumps are also ideal for high viscosity applications where shear sensitivity is important.
Roots pumps are dry method centrifugal pumps
Roots pumps use a vane rotor pump with two counter-rotating vanes that move in opposite directions to move the gas. They are often the first choice for high-throughput process applications. Depending on the size and number of blades, they can withstand up to 10 Torr.
Centrifugal pumps have several advantages, including the ability to handle corrosive fluids and high temperatures. However, when choosing a pump, it is essential to choose a reputable manufacturer. These companies will be able to advise you on the best pump design for your needs and provide excellent after-sales support. Roots pumps can be used in a wide range of industrial applications including chemical, food, and biotechnology.
The Roots pump is a dry centrifugal pump whose geometry enables it to achieve high compression ratios. The screw rotors are synchronized by a set of timing gears that allow gas to pass in both directions and create a compressed state in the chamber. The pre-compressed gas is discharged through a pressure connection and cooled with water. Some pumps are also able to accept additional cooling gas, but this should be done with caution.
The size of the impeller plays an important role in determining the pump head. The impeller diameter determines how high the pump can lift the liquid. Impeller speed also affects the head. Since the head is proportional to the specific gravity of the liquid, the available suction pressure will be proportional to the density of the liquid. The density of water is about 1.2 kg/m3, and the suction pressure of the centrifugal pump is not enough to lift the water.
The rotary vane pump is a self-priming centrifugal pump
A rotary vane pump is a centrifugal pump with a circular pump head and a cycloid cam that supports the rotor. The rotor is close to the cam wall, and two side plates seal the rotor. Vanes in vane pumps are installed in these cavities, and the rotor rotates at high speed, pushing fluid in and out of the pump. The pump offers several advantages, including a reversible design and the ability to handle a wide variety of clean fluids.
Agknx Pumps manufactures a wide range of vane pumps that combine high performance, low cost, and easy maintenance. These pumps handle medium to high viscosity liquids up to 500 degrees Fahrenheit and 200,000 SSU.
The suction side of the rotary vane pump has a discharge port, and the valve prevents the backflow of the discharge air. When the maximum pressure is reached, the outlet valve closes to prevent the backflow of exhaust gas. The mechanical separation step separates the oil from the gas in the pump circuit and returns the remaining oil particles to the sump. The float valve then reintroduces these oil particles into the oil circuit of the pump. The gas produced is almost oil-free and can be blown out of a pipe or hose.
Rotary vane pumps are self-priming positive displacement pumps commonly used in hydraulic, aeration, and vacuum systems. Unlike gear pumps, rotary vane pumps can maintain high-pressure levels while using relatively low suction pressures. The pump is also very effective when pumping viscous or high-viscosity liquids. 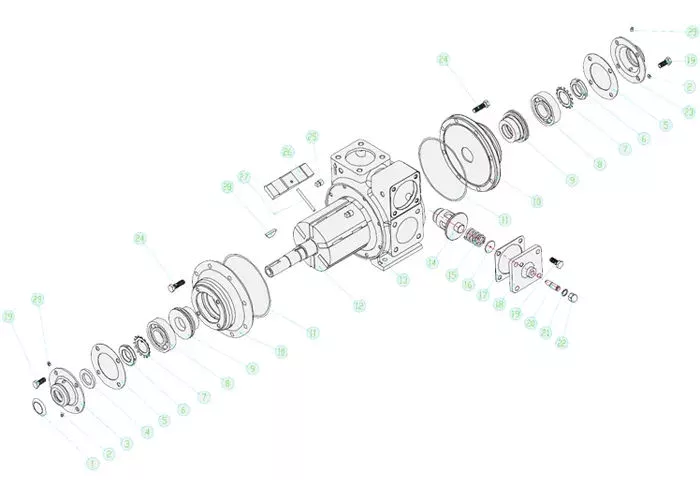
Rotary piston pumps are dry method positive displacement pumps
Rotary piston pumps are dry positive displacement pumps designed to deliver high-viscosity fluids. They are capable of pumping a variety of liquids and can run dry without damaging the liquid. Rotary piston pumps are available in a variety of designs. Some are single shafts, some are two shafts and four bearings.
Positive displacement pumps operate slower than centrifugal pumps. This feature makes the positive displacement pump more sensitive to wear. Piston and plunger reciprocating pumps are particularly prone to wear. For more demanding applications, progressive cavity, diaphragm or lobe pumps may be a better choice.
Positive displacement pumps are typically used to pump high-viscosity fluids. This is because the pump relies on a mechanical seal between the rotating elements and the pump casing. As a result, when fluids have low viscosity, their performance is limited. Additionally, low viscosity fluids can cause valve slippage.
These pumps have a piston/plunger arrangement using stainless steel rotors. Piston/piston pumps have two cavities on the suction side. The fluid then flows from one chamber to the other through a helical motion. This results in very low shear and pulsation rates. The pump is usually installed in a cylindrical housing.
Rotary vane pump corrosion resistance
Rotary vane vacuum pumps are designed for use in a variety of industries. They feature plasma-treated corrosion-resistant parts and anti-suck-back valves to help reduce the number of corrosive vapors entering the pump. These pumps are commonly used in freeze dryers, vacuum ovens, and degassing processes. The high flow rates they provide in their working vacuum allow them to speed up processes and reduce the time it takes to run them. Plus, they have energy-efficient motors and silent volume. <br/While rotary vane vacuum pumps are relatively corrosion resistant, they should not be used for aggressive chemicals. For these chemicals, the most suitable pump is the chemical mixing pump, which combines two types of pumps to improve corrosion resistance. If the application requires a more powerful pump, a progressive cavity pump (eg VACUU*PURE 10C) is suitable.
Oil seals used in rotary vane pumps are important to pump performance. The oil seal prevents corrosion of the aluminum parts of the rotary vane pump and prolongs the service life. Most rotary vane vacuum pumps have a standard set of components, although each component may have different oil seals.
Rotary vane vacuum pumps are the most common type of positive displacement pump. They provide quiet operation and long service life. They are also reliable and inexpensive and can be used in a variety of applications. 
Roots pumps are primarily used as a vacuum booster
Root vacuum pumps are mainly used as vacuum boosters in industrial applications. They need a thorough understanding of operating principles and proper maintenance to function properly. This course is an introduction to Roots vacuum pumps, covering topics such as pump principles, multi-stage pumps, temperature effects, gas cooling, and maintenance.
Roots pumps have many advantages, including compact and quiet operation. They do not generate particles and have a long service life. They also don’t require oil and have a small footprint. However, Roots pumps have several disadvantages, including relatively high maintenance costs and low pumping speeds near atmospheric pressure.
Root vacuum pumps are often used with rotary vane vacuum pumps. They work on the same principle, the air enters a conveying unit formed by two rolling pistons in the housing. The piston heads are separated from each other, and the air passes through the unit without being reduced until it is discharged. When the air in the next unit reaches a higher absolute pressure, it is expelled from the last unit.
Roots pumps can be classified as sheathed or sealed. Roots pumps with sealed motors are suitable for pumping toxic gases. They have less clearance between the stator and motor rotor and have a sealed tank.
editor by CX 2023-11-21
China Air Compressor Vacuum Pump for Plastic Welding vacuum pump ac system
Item Description
| Model | Stage&solPhase | Frequency | Energy | Voltage | Present | Airflow | Vacuum | Pressure | Sounds | bodyweight | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Hz | KW | V | A | m3&solh | mbar | mbar | db | KG | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2JM 810 H17 | Single&solThree | 50 | 5.5 | 345-415&bigtriangleup&sol6
###
###
###
###
###
###
###
###
How to check the vacuum pumpA vacuum pump is a machine that draws gas molecules from a volume and maintains a partial vacuum. Its main job is to create a relative vacuum within the stated capabilities. If your vacuum pump isn’t working properly, it may need service. Read on to learn more about the types of vacuum pumps and how to check them. Principle of industrial vacuum pumpIndustrial vacuum pumps are used in industrial processes that require vacuum. These pumps are designed to generate, improve and maintain vacuum. Learn about the different types of industrial vacuum technology. You can start by reading about the most common types of industrial vacuum pumps. These pumps can be used in a variety of industrial processes from cleaning to manufacturing. Types of vacuum pumpsThere are various types of vacuum pumps. Which one to choose should depend on the purpose of the pump and the degree of vacuum that must be achieved. It is mainly divided into three categories: rough vacuum or low vacuum, high vacuum and ultra-high vacuum. They all have varying degrees of scarcity. The higher the pressure, the fewer molecules per cubic centimeter. This in turn improves vacuum quality. Maintenance of vacuum pumpRegular maintenance is very important to ensure the long-term effective use of the vacuum pump. One way to ensure proper pump performance is to change the oil regularly. Pump oil may be contaminated by vapor condensation. To avoid this problem, close the inlet valve for 20 to 30 minutes before applying vacuum. It is also important to install an inlet cold trap to protect the pump from corrosive vapors. Signs of damage to the vacuum pumpA bad vacuum pump can cause a variety of automotive problems, including poor fuel economy, difficult braking, undercarriage oil leaks, and faulty air conditioning. If any of these problems occur, call a mechanic to check your vehicle’s vacuum pump. You can also check the air conditioner and brake pedal to see if they are working properly.
China Low Lift Oil Free Air Vacuum Compressor Duplex Diaphragm Fluid Siphon Pump with Good qualityProduct Description
Low Lift Oil Free Air Vacuum Compressor Duplex Diaphragm Fluid Siphon Pump Product Introduction Pneumatic diaphragm pump has high quality and excellent performance, in a variety of applications it can be smooth, safe and reliable when delivery mediamatic diaphragm pump has a simple, but high reliable design of the air reversing valve, which could make the entire diaphragm pump products achieve its maximum reliability in a variety of applications. The valve body uses three-way pilot valve, the parts could replace without opening the fluid cavity. The valve do not need any lubrication even on the situation withe t low compressed air. With the most reasonable price and highest solution it can choose differ material pump body, valve ball and diaphragm according to customers requirements and applications pneumatic diaphragm pump can not only transport high wear resistance, high corrosive medium, but can also transport the medium with high viscosity or containing particles. Certificate Company Profile Packing & Shipping FAQ Q1: What’s your business range? More information please contact us, we will provide the timely feed
###
###
###
###
###
### Select vacuum pumpWhen choosing a vacuum pump, there are several things to consider. Diaphragm, scroll and Roots pumps are available. These pumps work similarly to each other, but they have some notable differences. Learn more about each type to make the right decision for your needs. Diaphragm vacuum pumpDiaphragm vacuum pumps are very reliable and efficient for moving liquids. They are also compact and easy to handle. They can be used in a variety of applications, from laboratory workstations to large vacuum ovens. Diaphragm vacuum pumps are available worldwide. Advantages of this pump include low noise and corrosion resistance. Scroll vacuum pumpDry scroll vacuum pumps have many advantages over other types of vacuum pumps. Its compact design makes it ideal for a variety of general-purpose vacuum applications. They also offer oil-free operation. Additionally, many of these pumps feature chemically resistant PTFE components for increased chemical resistance. Roots PumpRoots vacuum pumps are an important part of vacuum systems in various industries. These pumps are used to generate high vacuum in a variety of applications including degassing, rolling and vacuum metallurgy. They are also used in vacuum distillation, concentration and drying in the pharmaceutical, food and chemical industries. Electric vacuum pumpElectric vacuum pumps have many applications. They help move waste and debris in various processes and also help power instruments. These pumps are used in the automotive, scientific and medical industries. However, there are some important factors to consider before buying. In this article, we will discuss some important factors to consider. Cryogenic vacuum pumpCryogenic vacuum pumps are used in many different processes, including vacuum distillation, electron microscopy, and vacuum ovens. These pumps feature a thin-walled shaft and housing to minimize heat loss from the motor. They are also capable of high speed operation. High-speed bearings increase the hydraulic efficiency of the pump while minimizing heating of the process fluid. Cryopumps also come in the form of laboratory dewars and evaporators.
Quiet & Oil-Free Air Compressor Pump Portable Air Compressor for Dental
Quiet & Oil-Totally free Air CZPT Pump Transportable Air CZPT for Dental Merchandise Description Rapid Element:
Benefit: OIL Free of charge: Compare to lubrication compressor, one-action operation, do not want any lubricated oil, and harmless to the human human body, much more overall health and cleanliness.
Ingersoll Rand Reciprocating Piston Air Compressor 7100E10
CZPT Reciprocating/Piston Air CZPT Developed for hefty shop or industrial use, CZPT electric powered-driven, two-stage CZPTs offer the dependability and efficiency that are ideal for most apps like automotive support and physique stores, fleet servicing, equipment outlets, manufacturing and production lines, wooden working retailers, dry cleaners, car washes, basic maintenance/fix stores and farms. Attributes
CZPT (NYSE:IR) advances the high quality of daily life by making cozy, sustainable and productive environments. Our folks and our family members of brands-like Club Car®, CZPT®, CZPT® and Trane® -work collectively to improve the quality and ease and comfort of air in houses and structures transportation and safeguard foods and perishables and boost industrial productivity and performance. We are a $thirteen billion international organization dedicated to a world of sustainable progress and enduring final results. CZPTd is a major supplier of compressed air technique. Earlier ten many years, we proven quite excellent partnership with CZPT. We have provided all kinds of items from CZPT consist of CZPT, following therapy, spare areas to clients all in excess of the globe. Pls come to feel totally free to contact us for a quotation.
600W Oilless Oil Free Screw Piston Rotary AC High Pressure Air Compressor Pump Motor Head
Oilless Air CZPT Head
10-15HP 8-30bar Portable Mobile High Pressure Piston Reciprocating Oilless Air Compressor
10-15HP eight-30bar moveable/ cell Higher Force Piston Reciprocating Oilless Air CZPT
Features of ten-15HP eight-30bar moveable/ mobile High Strain Piston Reciprocating Oilless Air CZPT
Packing of piston CZPT Our Solutions of piston type air compressor Sales Service Right after-Product sales Service Q1. How extended is the shipping time ? Q2. What is payment expression ? Q3. How about your after-revenue support ? This autumn. How about your guarantee? Q5. Do you have any certificate ? Q6. What about the maintenance ? Q7. How do you management quality ? Q8. Do you provide OEM services ?
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||






