Product Description
2BV liquid ring vacuum pump is single-stage monobloc design vacuum pump. It offers Space-saving installation, compared to conventional pumps, the 2BV’s monoblock design delivers the benefits of a simple, compact and economical installation. Since the pump and motor are integral and self supporting, there is no need for additional base plates, couplings or guards, which add to the cost, complexity and overall size of the installation. With CE and Atex certificate, it is an ideal product for much different application including Plastics Industry, Medical Industry, Chemical Industry, Processing Industry, Food and Beverage Industry and other General Industry.
We offer same outline dimensions for bolt-on replacement and equivalent performances with original 2BV liquid ring vacuum pump.
|
ITEM |
UNIT |
Quantity |
|
Supply Ability |
per month |
2,000set |
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Service |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Samples: |
US$ 10000/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

What Is the Impact of Altitude on Vacuum Pump Performance?
The performance of vacuum pumps can be influenced by the altitude at which they are operated. Here’s a detailed explanation:
Altitude refers to the elevation or height above sea level. As the altitude increases, the atmospheric pressure decreases. This decrease in atmospheric pressure can have several effects on the performance of vacuum pumps:
1. Reduced Suction Capacity: Vacuum pumps rely on the pressure differential between the suction side and the discharge side to create a vacuum. At higher altitudes, where the atmospheric pressure is lower, the pressure differential available for the pump to work against is reduced. This can result in a decrease in the suction capacity of the vacuum pump, meaning it may not be able to achieve the same level of vacuum as it would at lower altitudes.
2. Lower Ultimate Vacuum Level: The ultimate vacuum level, which represents the lowest pressure that a vacuum pump can achieve, is also affected by altitude. As the atmospheric pressure decreases with increasing altitude, the ultimate vacuum level that can be attained by a vacuum pump is limited. The pump may struggle to reach the same level of vacuum as it would at sea level or lower altitudes.
3. Pumping Speed: Pumping speed is a measure of how quickly a vacuum pump can remove gases from a system. At higher altitudes, the reduced atmospheric pressure can lead to a decrease in pumping speed. This means that the vacuum pump may take longer to evacuate a chamber or system to the desired vacuum level.
4. Increased Power Consumption: To compensate for the decreased pressure differential and achieve the desired vacuum level, a vacuum pump operating at higher altitudes may require higher power consumption. The pump needs to work harder to overcome the lower atmospheric pressure and maintain the necessary suction capacity. This increased power consumption can impact energy efficiency and operating costs.
5. Efficiency and Performance Variations: Different types of vacuum pumps may exhibit varying degrees of sensitivity to altitude. Oil-sealed rotary vane pumps, for example, may experience more significant performance variations compared to dry pumps or other pump technologies. The design and operating principles of the vacuum pump can influence its ability to maintain performance at higher altitudes.
It’s important to note that vacuum pump manufacturers typically provide specifications and performance curves for their pumps based on standardized conditions, often at or near sea level. When operating a vacuum pump at higher altitudes, it is advisable to consult the manufacturer’s guidelines and consider any altitude-related limitations or adjustments that may be necessary.
In summary, the altitude at which a vacuum pump operates can have an impact on its performance. The reduced atmospheric pressure at higher altitudes can result in decreased suction capacity, lower ultimate vacuum levels, reduced pumping speed, and potentially increased power consumption. Understanding these effects is crucial for selecting and operating vacuum pumps effectively in different altitude environments.

Can Vacuum Pumps Be Used in the Production of Solar Panels?
Yes, vacuum pumps are extensively used in the production of solar panels. Here’s a detailed explanation:
Solar panels, also known as photovoltaic (PV) panels, are devices that convert sunlight into electricity. The manufacturing process of solar panels involves several critical steps, many of which require the use of vacuum pumps. Vacuum technology plays a crucial role in ensuring the efficiency, reliability, and quality of solar panel production. Here are some key areas where vacuum pumps are utilized:
1. Silicon Ingot Production: The first step in solar panel manufacturing is the production of silicon ingots. These ingots are cylindrical blocks of pure crystalline silicon that serve as the raw material for solar cells. Vacuum pumps are used in the Czochralski process, which involves melting polycrystalline silicon in a quartz crucible and then slowly pulling a single crystal ingot from the molten silicon. Vacuum pumps create a controlled environment by removing impurities and preventing contamination during the crystal growth process.
2. Wafering: After the silicon ingots are produced, they undergo wafering, where the ingots are sliced into thin wafers. Vacuum pumps are used in wire saws to create a low-pressure environment that helps to cool and lubricate the cutting wire. The vacuum also assists in removing the silicon debris generated during the slicing process, ensuring clean and precise cuts.
3. Solar Cell Production: Vacuum pumps play a significant role in various stages of solar cell production. Solar cells are the individual units within a solar panel that convert sunlight into electricity. Vacuum pumps are used in the following processes:
– Diffusion: In the diffusion process, dopants such as phosphorus or boron are introduced into the silicon wafer to create the desired electrical properties. Vacuum pumps are utilized in the diffusion furnace to create a controlled atmosphere for the diffusion process and remove any impurities or gases that may affect the quality of the solar cell.
– Deposition: Thin films of materials such as anti-reflective coatings, passivation layers, and electrode materials are deposited onto the silicon wafer. Vacuum pumps are used in various deposition techniques like physical vapor deposition (PVD) or chemical vapor deposition (CVD) to create the necessary vacuum conditions for precise and uniform film deposition.
– Etching: Etching processes are employed to create the desired surface textures on the solar cell, which enhance light trapping and improve efficiency. Vacuum pumps are used in plasma etching or wet etching techniques to remove unwanted material or create specific surface structures on the solar cell.
4. Encapsulation: After the solar cells are produced, they are encapsulated to protect them from environmental factors such as moisture and mechanical stress. Vacuum pumps are used in the encapsulation process to create a vacuum environment, ensuring the removal of air and moisture from the encapsulation materials. This helps to achieve proper bonding and prevents the formation of bubbles or voids, which could degrade the performance and longevity of the solar panel.
5. Testing and Quality Control: Vacuum pumps are also utilized in testing and quality control processes during solar panel production. For example, vacuum systems can be used for leak testing to ensure the integrity of the encapsulation and to detect any potential defects or leaks in the panel assembly. Vacuum-based measurement techniques may also be employed for assessing the electrical characteristics and efficiency of the solar cells or panels.
In summary, vacuum pumps are integral to the production of solar panels. They are used in various stages of the manufacturing process, including silicon ingot production, wafering, solar cell production (diffusion, deposition, and etching), encapsulation, and testing. Vacuum technology enables precise control, contamination prevention, and efficient processing, contributing to the production of high-quality and reliable solar panels.
What Are the Primary Applications of Vacuum Pumps?
Vacuum pumps have a wide range of applications across various industries. Here’s a detailed explanation:
1. Industrial Processes:
Vacuum pumps play a vital role in numerous industrial processes, including:
– Vacuum Distillation: Vacuum pumps are used in distillation processes to lower the boiling points of substances, enabling separation and purification of various chemicals and compounds.
– Vacuum Drying: Vacuum pumps aid in drying processes by creating a low-pressure environment, which accelerates moisture removal from materials without excessive heat.
– Vacuum Packaging: Vacuum pumps are used in the food industry to remove air from packaging containers, prolonging the shelf life of perishable goods by reducing oxygen exposure.
– Vacuum Filtration: Filtration processes can benefit from vacuum pumps to enhance filtration rates by applying suction, facilitating faster separation of solids and liquids.
2. Laboratory and Research:
Vacuum pumps are extensively used in laboratories and research facilities for various applications:
– Vacuum Chambers: Vacuum pumps create controlled low-pressure environments within chambers for conducting experiments, testing materials, or simulating specific conditions.
– Mass Spectrometry: Mass spectrometers often utilize vacuum pumps to create the necessary vacuum conditions for ionization and analysis of samples.
– Freeze Drying: Vacuum pumps enable freeze-drying processes, where samples are frozen and then subjected to a vacuum, allowing the frozen water to sublimate directly from solid to vapor state.
– Electron Microscopy: Vacuum pumps are essential for electron microscopy techniques, providing the necessary vacuum environment for high-resolution imaging of samples.
3. Semiconductor and Electronics Industries:
High vacuum pumps are critical in the semiconductor and electronics industries for manufacturing and testing processes:
– Semiconductor Fabrication: Vacuum pumps are used in various stages of chip manufacturing, including deposition, etching, and ion implantation processes.
– Thin Film Deposition: Vacuum pumps create the required vacuum conditions for depositing thin films of materials onto substrates, as done in the production of solar panels, optical coatings, and electronic components.
– Leak Detection: Vacuum pumps are utilized in leak testing applications to detect and locate leaks in electronic components, systems, or pipelines.
4. Medical and Healthcare:
Vacuum pumps have several applications in the medical and healthcare sectors:
– Vacuum Assisted Wound Closure: Vacuum pumps are used in negative pressure wound therapy (NPWT), where they create a controlled vacuum environment to promote wound healing and removal of excess fluids.
– Laboratory Equipment: Vacuum pumps are essential in medical and scientific equipment such as vacuum ovens, freeze dryers, and centrifugal concentrators.
– Anesthesia and Medical Suction: Vacuum pumps are utilized in anesthesia machines and medical suction devices to create suction and remove fluids or gases from the patient’s body.
5. HVAC and Refrigeration:
Vacuum pumps are employed in the HVAC (Heating, Ventilation, and Air Conditioning) and refrigeration industries:
– Refrigeration and Air Conditioning Systems: Vacuum pumps are used during system installation, maintenance, and repair to evacuate moisture and air from refrigeration and air conditioning systems, ensuring efficient operation.
– Vacuum Insulation Panels: Vacuum pumps are utilized in the manufacturing of vacuum insulation panels, which offer superior insulation properties for buildings and appliances.
6. Power Generation:
Vacuum pumps play a role in power generation applications:
– Steam Condenser Systems: Vacuum pumps are used in power plants to remove non-condensable gases from steam condenser systems, improving thermal efficiency.
– Gas Capture: Vacuum pumps are utilized to capture and remove gases, such as hydrogen or helium, in nuclear power plants, research reactors, or particle accelerators.
These are just a few examples of the primary applications of vacuum pumps. The versatility and wide range of vacuum pump types make them essential in numerous industries, contributing to various manufacturing processes, research endeavors, and technological advancements.


editor by Dream 2024-05-16
China Custom Zxrs Sewage Treatment Three Lobe Roots Air Blower Vacuum Blower Pump From China vacuum pump distributors
Product Description
PRODUCT MAIN FEATURE:
Dense Roots Vacuum Pump/Blower, a new product as an alternative to traditional fans, have received wide attention in the Chinese market in recent years. With its unique structure and operating principles, they provide a more efficient and energy-saving operating environment for enterprises, data centers, etc. Today, let’s explore the working principle and advantages feature of Dense Roots blowers.
A Dense Roots vacuum pump, as the name implies, is an improvement and development from the Roots blower. Compared to the Roots blower, the Dense Roots blower has the advantage of having a compact structure, high precision in air volume control, and good operational stability. Its main working components are 2 symmetrical centrifugal impellers. They generate negative pressure and inhale gas when rotating at high speeds. After acceleration and expansion, the gas entering the impeller forms a high pressure, which in turn drives the blades of the casing to rotate.
During operation, the Dense Roots Vacuum Pump, due to its unique structure and operating principles, has the following advantages:
– High efficiency: When providing the same air volume, the wind energy loss of the Dense Roots blower is only equivalent to 20% of the Roots blower. This high efficiency gives the Dense Roots blower a clear advantage in energy-saving and consumption reduction.
– Low noise: Roots blowers produce high noise when rotating, but due to its unique structural design, Dense Roots blowers produce significantly reduced noise levels during operation. This makes Dense Roots blowers a very suitable choice in environments needing tranquility and comfort.
– High reliability: Dense Roots blowers are driven by electric motor drivers, providing higher reliability. Moreover, its compact structure and absence of fragile parts contribute to the longer operational lifespan of Dense Roots blowers, saving the cost of replacement and fan repair for users.
– Flexibility: The volume and pressure of the air output by Dense Roots blowers and the angle of the blades can be adjusted according to actual needs, satisfying the requirements of various application scenarios. This saves enterprises, data centers, and other places from the trouble of frequently adjusting and rearranging fans.
In summary, Dense Roots blowers, with their unique working principles and advantages, have brought significant progress to modern fan industries in China. As an ideal choice for those seeking the benefits of noise reduction, energy-saving, and efficient operation, Dense Roots blowers have a broad application prospect in the Chinese and CHINAMFG market.
(More detail install drawing and parameter figure please contact Sales-in-Charge.)
20 YEARS
ZiBo ZhuoXin Pump Industry co,.Ltd is located in a century industrial city known as the Pump Capital of China—HangZhou city, ZheJiang Province. Has over 20 years’ experience of manufacturing vacuum pumps and 10+ years’ experience of exporting.
VARIOUS PRODUCTS
We can suppply all type of vacuum pumps and spare parts in China, 2BV/2BEA/2BEC/SK/2SK/JZJ2B/ etc, and other industrial pump machine;
24 HOURS!
Please do not hestiate to contact us if have any urgent matters,each of your inquiries will be taken into account and get our response within 24 hours.
Q: What’s your Min MOQ?
A: One set;
Q: How to resist cavitation in vacuum pump?
A: Improve the structure design from the suction to the impeller of the vacuum pump; Adopt double stage suction impeller and use anti-cavitation material;
Q:How long is warranty?
A:One year for main construction warranty.
Q:How can I pay for my items? What is the payment you can provide
A:Usually by T/T, 30%-50% deposit payment once PI/Contract confirmed, then the remaining balance will be paid after inspection and before shipment via T/T or L/C;
Q:what is the speed for handling complaints?
We understand that timely and effective handling of complaints is crucial to maintaining customer satisfaction. Our company is committed to responding promptly to any complaints received, and we have established an internal process to ensure that all complaints are handled in a timely and professional manner. Our goal is to address any issues and resolve them to our customers’ satisfaction as quickly as possible.
Q:How to deal with infringement?
Our company takes intellectual property rights very seriously and we have established a strict policy to protect our own intellectual property as well as respect the rights of others. If we become aware of any infringement, we will take immediate action to stop the infringement and prevent any future occurrences. We have a legal team that is well-versed in intellectual property law and can take the necessary legal action if needed.
Q:How about product quality and service assurance?
We are committed to providing high-quality products and services to our customers. To ensure that our products meet the highest standards, we conduct rigorous quality control tests and inspections throughout the production process. Additionally, we have a customer service team that is available to assist with any questions or concerns that customers may have, and we offer a satisfaction guarantee on all of our products.
Q: How about your local market share rate?
Our company is focused on building a strong presence in the local market. We are continuously monitoring market trends and adapting our strategies to stay competitive. We have a dedicated marketing team that is responsible for developing and executing effective marketing campaigns to increase our market share. We also prioritize building strong relationships with our customers and partners in the local market to foster long-term growth.
Q:How is your After-sales service:
We understand that the post-purchase experience is just as important as the initial sale. That’s why we have a dedicated after-sales service team that is available to assist customers with any issues or questions they may have after making a purchase. Our team is trained to provide prompt and effective solutions to ensure that our customers are satisfied with their purchase and have a positive experience with our company.
Q:How about claims:
Our company takes claims seriously and we have established a clear process for handling them. If a customer has a claim, they can submit it through our website or by contacting our customer service team. We will review the claim and take appropriate action to resolve the issue. We strive to address claims promptly and fairly to ensure that our customers are satisfied with the outcome.
Q:How to deal the trade disputes caused by rising sea freight and others:
We understand that trade disputes can be disruptive to our business and we take steps to minimize their impact. We work closely with our suppliers and partners to ensure that we are aware of any potential issues that may arise. Additionally, we have a legal team that is well-versed in trade law and can provide guidance and support in the event of a dispute. We are committed to finding solutions that are fair and equitable for all parties involved.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | 1 Year |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | Vacuum |
| Samples: |
US$ 0/Piece
1 Piece(Min.Order) | |
|---|
Can Roots Vacuum Pumps Be Used for Vacuum Impregnation in Manufacturing?
Yes, Roots vacuum pumps can be used for vacuum impregnation in manufacturing. Here’s a detailed explanation:
1. Vacuum Impregnation in Manufacturing: Vacuum impregnation is a process used in manufacturing to fill porous materials or components with a liquid or resin. It is commonly employed to enhance the properties of materials by improving their strength, sealing capability, or resistance to chemicals or corrosion. The process involves placing the porous material in a vacuum chamber and removing the air or gas trapped within its pores. Once a vacuum is established, a liquid or resin is introduced, and the vacuum is released, allowing the material to absorb the impregnating substance.
2. Role of Roots Vacuum Pumps: Roots vacuum pumps play a crucial role in the vacuum impregnation process by creating and maintaining the required vacuum conditions. Here’s how they contribute:
– Evacuation: Roots pumps are used to evacuate the impregnation chamber, removing the air and gas from within the pores of the porous material. By creating a vacuum, the trapped gases are extracted, creating a void space for the impregnating substance to penetrate.
– Pressure Control: Roots pumps help control the pressure within the impregnation chamber during different stages of the process. They can rapidly achieve and maintain the desired vacuum level, ensuring proper impregnation of the material and preventing the formation of air bubbles or voids.
– Gas Removal: Roots pumps effectively remove gases released from the impregnating substance during the impregnation process. As the liquid or resin fills the pores of the porous material, gases may be released due to the reaction or outgassing. The vacuum pump evacuates these gases, preventing their accumulation and ensuring complete impregnation.
3. Advantages of Roots Vacuum Pumps for Vacuum Impregnation:
– High Pumping Speed: Roots vacuum pumps have a high pumping speed, enabling rapid evacuation of the impregnation chamber. This reduces the overall impregnation cycle time, increasing manufacturing throughput and efficiency.
– Large Volume Handling: Roots pumps are capable of handling large volumes of gas, allowing them to evacuate chambers of different sizes effectively. This is advantageous when impregnating large or complex-shaped components that require a significant amount of impregnating substance.
– Continuous Operation: Roots pumps can operate continuously, maintaining the vacuum conditions required for impregnation throughout the process. This ensures consistent impregnation results and reduces the risk of incomplete impregnation or material defects.
– Compatibility with Impregnating Substances: Roots vacuum pumps are compatible with a wide range of impregnating substances, including resins, oils, solvents, and other liquids. They can handle different chemical compositions and provide a clean and efficient environment for the impregnation process.
4. Considerations for Vacuum Impregnation:
– Material Compatibility: It is essential to consider the compatibility of the porous material with the impregnating substance and the impregnation process itself. Some materials may require pre-treatment or surface preparation before impregnation. The choice of impregnating substance should also align with the material’s properties and intended application.
– Process Parameters: Vacuum impregnation involves controlling various process parameters, such as vacuum level, impregnation time, pressure release, and curing conditions. These parameters may vary depending on the material, impregnating substance, and desired impregnation results. Proper process optimization and control are crucial for achieving consistent and reliable impregnation outcomes.
– System Design: The design of the vacuum impregnation system should consider factors such as chamber size, gas flow rates, vacuum pump capacity, and pressure control mechanisms. Proper system design ensures efficient operation, reliable vacuum conditions, and effective impregnation of the porous material.
In summary, Roots vacuum pumps are well-suited for vacuum impregnation in manufacturing. Their high pumping speed, large volume handling capability, continuous operation, and compatibility with impregnating substances make them effective in creating and maintaining the required vacuum conditions for successful impregnation. By considering material compatibility, process parameters, and system design, Roots vacuum pumps contribute to the efficient and reliable impregnation of porous materials in various manufacturing applications.

Are Roots Vacuum Pumps Used in Industrial Applications?
Yes, Roots vacuum pumps are widely used in various industrial applications. Here’s a detailed explanation of their application in industrial settings:
1. Chemical Processing: Roots vacuum pumps find extensive use in the chemical processing industry. They are employed for processes such as vacuum distillation, solvent recovery, drying, and degassing. Their high pumping speed and ability to handle corrosive gases make them suitable for handling various chemical vapors and byproducts.
2. Pharmaceuticals: In the pharmaceutical industry, Roots vacuum pumps are utilized for applications such as vacuum drying, tablet coating, freeze drying, and vacuum packaging. Their oil-free operation ensures a clean and contaminant-free vacuum environment, which is crucial for pharmaceutical manufacturing processes.
3. Food Processing: Roots vacuum pumps play a significant role in the food processing industry. They are employed for vacuum packaging, vacuum cooling, and vacuum drying of food products. The oil-free operation of Roots vacuum pumps ensures food safety and eliminates the risk of contamination.
4. Environmental Technology: Roots vacuum pumps are utilized in environmental technology applications, including wastewater treatment, biogas processing, and air pollution control. They are employed to extract gases, control emissions, and facilitate the treatment and purification of air and water.
5. Semiconductor Manufacturing: In the semiconductor industry, Roots vacuum pumps are used for processes such as ion implantation, physical vapor deposition (PVD), chemical vapor deposition (CVD), and etching. Their high pumping speed and oil-free operation are crucial for maintaining clean vacuum conditions required in semiconductor fabrication.
6. Packaging and Printing: Roots vacuum pumps are employed in packaging and printing applications. They are used for vacuum packaging of products, vacuum forming of packaging materials, and in printing presses for paper handling and ink transfer.
7. Automotive Industry: Roots vacuum pumps find application in the automotive industry for processes such as brake system vacuum assist, crankcase ventilation, and emissions control systems. They help create vacuum conditions required for the operation of various automotive systems.
8. Research and Laboratory: Roots vacuum pumps are utilized in research laboratories and scientific facilities for a wide range of applications. They are used in vacuum ovens, freeze dryers, vacuum filtration, electron microscopy, surface analysis, and other laboratory processes that require controlled vacuum environments.
9. Energy Industry: In the energy sector, Roots vacuum pumps are used for applications such as steam turbine condenser air extraction, transformer drying, and vacuum impregnation of electrical components. They help maintain proper vacuum conditions for efficient and reliable operation of energy systems.
These are just a few examples of the industrial applications where Roots vacuum pumps are commonly used. Their high pumping speed, large gas handling capacity, oil-free operation, reliability, and versatility make them suitable for a wide range of industrial processes that require efficient and reliable vacuum generation.
editor by Dream 2024-05-07
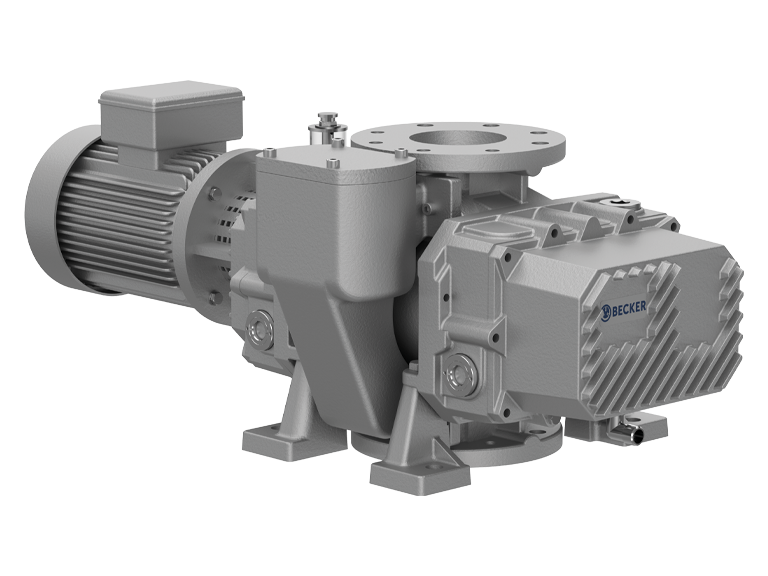
China Best Sales 2BV Liquid Ring Vacuum Pump Air Compressor Pump 2 Cylinder Air Compressor Pump vacuum pump and compressor
Product Description
Application scope and characteristics:
Greentech International (Xihu (West Lake) Dis.) Co., Ltd is the professional vacuum pump supplier. 2BE1 series water ring vacuum pumps and compressors are the products with high efficiency and economic power, which are manufactured by our company integrating with the advanced technology of the imported products from Germany.
These series products adopt CHINAMFG and single action structure and have many advantages, such as, compact structure, convenient maintenance, reliable running, high efficiency and economic power.
The main characteristics of 2BE1 series products:
All the bearings are the imported products with the brand name of CHINAMFG orNTN for ensuring the precise orientation and the high stability during the working of the pump.
The material of the impeller is QT400 nodular iron or stainless steel for ensuring the stability when the pump works under the rigorous condition and can extend the lifetime of the pump.
The casing is made of steel or stainless steel plates to extend the lifetime of the 2BE1 series pumps.
The shaft bushing is made of stainless steel to improve the lifetime of the pump 5 times than the normal material.
The V-belt pulley (when the pump is driven by the belt) is used the high precise pulley with taper bushing to keep the reliability of the pump and extend its life. And it is also easy to mantle and dismantle.
The coupling is used to drive the pump directly. The flexible part connecting the 2 half coupling is made of polyurethane that makes the pump more reliable.
The unique design to set the separator above the pump saves the space and decreases the noise efficiently.
All the parts are cast by the resin sands that make the pump surface very smooth. It is not necessary to cover the surface of the pumps with putty and gives out the heat efficiently.
The mechanical seals (optional) are used the imported products to avoid the leakage when the pump works for a long time.
| Type | Speed (Drive type) r/min |
Shaft power kW |
Motor power kW |
Motor type |
Limited vacuum mbar |
Weight (Whole set) kg |
||
| Suction capacity | ||||||||
| m 3 /h | m 3 /min | |||||||
| 2BE1 151-0 | 1450(D) 1100(V) 1300(V) 1625(V) 1750(V) |
10.8 7.2 9.2 13.2 14.8 |
15 11 11 15 18.5 |
Y160L-4 Y160M-4 Y160M-4 Y160L-4 Y180M-4 |
33mbar (-0.098MPa) |
405 300 360 445 470 |
6.8 5.0 6.0 7.4 7.8 |
469 428 444 469 503 |
| 2BE1 152-0 | 1450(D) 1100(V) 1300(V) 1625(V) 1750(V) |
12.5 8.3 10.5 15.0 17.2 |
15 11 15 18.5 22 |
Y160L-4 Y160M-4 Y160L-4 Y180M-4 Y180L-4 |
33mbar (-0.098MPa) |
465 340 415 510 535 |
7.8 5.7 6.9 8.5 8.9 |
481 437 481 515 533 |
| 2BE1 153-0 | 1450(D) 1100(V) 1300(V) 1625(V) 1750(V) |
16.3 10.6 13.6 19.6 22.3 |
18.5 15 18.5 22 30 |
Y180M-4 Y160L-4 Y180M-4 Y180L-4 Y200L-4 |
33mbar (-0.098MPa) |
600 445 540 660 700 |
10.0 7.4 9.0 11.0 11.7 |
533 480 533 551 601 |
| 2BE1 202-0 | 970(D) 790(V) 880(v) 1100(V) 1170(V) 1300(V) |
17 14 16 22 25 30 |
22 18.5 18.5 30 30 37 |
Y200L2-6 Y180M-4 Y180M-4 Y200L-4 Y200L-4 Y225S-4 |
33mbar (-0.098MPa) |
760 590 670 850 890 950 |
12.7 9.8 11.2 14.2 14.8 15.8 |
875 850 850 940 945 995 |
| 2BE1 203-0 | 970(D) 790(V) 880(V) 1100(V) 1170(V) 1300(V) |
27 20 23 33 37 45 |
37 30 30 45 45 55 |
Y250M-6 Y200L-4 Y200L-4 Y225M-4 Y225M-4 Y250M-4 |
33mbar (-0.098MPa) |
1120 880 1000 1270 1320 1400 |
18.7 14.7 16.7 21.2 22.0 23.3 |
1065 995 995 1080 1085 1170 |
| 2BE1 252-0 | 740(D) 558(V) 660(V) 832(V) 885(V) 938(V) |
38 26 31.8 49 54 60 |
45 30 37 55 75 75 |
Y280M-8 Y200L-4 Y225S-4 Y250M-4 Y280S-4 Y280S-4 |
33mbar (-0.098MPa) |
1700 1200 1500 1850 2000 2100 |
28.3 20.0 25.0 30.8 33.3 35.0 |
1693 1460 1515 1645 1805 1805 |
| 2BE1 253-0 | 740(D) 560(V) 660(V) 740(V) 792(V) 833(V) 885(V) 938(V) |
54 37 45 54 60 68 77 86 |
75 45 55 75 75 90 90 110 |
Y315M-8 Y225M-4 Y250M-4 Y280S-4 Y280S-4 Y280M-4 Y280M-4 Y315S-4 |
33mbar (-0.098MPa) |
2450 1750 2140 2450 2560 2700 2870 3571 |
40.8 29.2 35.7 40.8 42.7 45.0 47.8 50.3 |
2215 1695 1785 1945 1945 2055 2060 2295 |
| 2BE1 303-0 | 740(D) 590(D) 466(V) 521(V) 583(V) 657(V) 743(V) |
98 65 48 54 64 78 99 |
110 75 55 75 75 90 132 |
Y315L2-8 Y315L2-10 Y250M-4 Y280S-4 Y280S-4 Y280M-4 Y315M-4 |
33mbar (-0.098MPa) |
4000 3200 2500 2800 3100 3580 4000 |
66.7 53.3 41.7 46.7 51.7 59.7 66.7 |
3200 3200 2645 2805 2810 2925 3290 |
| 2BE1 305-1 2BE1 306-1 |
740(D) 590(D) 490(V) 521(V) 583(V) 657(V) 743(V) |
102 70 55 59 68 84 103 |
132 90 75 75 90 110 132 |
Y355M1-8 Y355M1-10 Y280S-4 Y280S-4 Y280M-4 Y315S-4 Y315M-4 |
160mbar (-0.085MPa) |
4650 3750 3150 3320 3700 4130 4650 |
77.5 62.5 52.5 55.3 61.2 68.8 77.5 |
3800 3800 2950 3000 3100 3300 3450 |
| 2BE1 353-0 | 590(D) 390(V) 415(V) 464(V) 520(V) 585(V) 620(V) 660(V) |
121 65 70 81 97 121 133 152 |
160 75 90 110 132 160 160 185 |
Y355L2-10 Y280S-4 Y280M-4 Y315S-4 Y315M-4 Y315L1-4 Y315L1-4 Y315L2-4 |
33mbar (-0.098MPa) |
5300 3580 3700 4100 4620 5200 5500 5850 |
88.3 59.7 61.7 68.3 77.0 86.7 91.7 97.5 |
4750 3560 3665 3905 4040 4100 4100 4240 |
| 2BE1 355-1 2BE1 356-1 |
590(D) 390(V) 435(V) 464(V) 520(V) 555(V) 585(V) 620(V) |
130 75 86 90 102 115 130 145 |
160 90 110 110 132 132 160 185 |
Y355L2-10 Y280M-4 Y315S-4 Y315S-4 Y315M-4 Y315M-4 Y315L1-4 Y315L2-4 |
160mbar (-0.085MPa) |
6200 4180 4600 4850 5450 5800 6100 6350 |
103.3 69.7 76.7 80.8 90.8 98.3 101.7 105.8 |
5000 3920 4150 4160 4290 4300 4350 4450 |
| 2BE1 403-0 | 330(V) 372(V) 420(V) 472(V) 530(V) 565(V) |
97 110 131 160 203 234 |
132 132 160 200 250 280 |
Y315M-4 Y315M-4 Y315L1-4 Y315L2-4 Y355M2-4 Y355L1-4 |
33mbar (-0.098MPa) |
5160 5700 6470 7380 8100 8600 |
86.0 95.0 107.8 123.0 135.0 143.3 |
5860 5870 5950 6190 6630 6800 |
| 2BE1 405-1 2BE1 406-1 |
330(V) 372(V) 420(V) 472(V) 530(V) 565(V) |
100 118 140 170 206 235 |
132 160 185 200 250 280 |
Y315M-4 Y315L1-4 Y315L2-4 Y315L2-4 Y355M2-4 Y355L1-4 |
160mbar (-0.085MPa) |
6000 6700 7500 8350 9450 15710 |
100.0 111.7 125.0 139.2 157.5 168.3 |
5980 6070 6200 6310 6750 6920 |
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Kinetic Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Pre-Suction Pump |
| Working Conditions: | Wet |
| Customization: |
Available
|
|
|---|

Can Vacuum Pumps Be Used in the Aerospace Sector?
Vacuum pumps indeed have various applications in the aerospace sector. Here’s a detailed explanation:
Vacuum pumps play a crucial role in several areas of the aerospace industry, supporting various processes and systems. Some of the key applications of vacuum pumps in the aerospace sector include:
1. Space Simulation Chambers: Vacuum pumps are used in space simulation chambers to replicate the low-pressure conditions experienced in outer space. These chambers are utilized for testing and validating the performance and functionality of aerospace components and systems under simulated space conditions. Vacuum pumps create and maintain the necessary vacuum environment within these chambers, allowing engineers and scientists to evaluate the behavior and response of aerospace equipment in space-like conditions.
2. Propellant Management: In space propulsion systems, vacuum pumps are employed for propellant management. They help in the transfer, circulation, and pressurization of propellants, such as liquid rocket fuels or cryogenic fluids, in both launch vehicles and spacecraft. Vacuum pumps assist in creating the required pressure differentials for propellant flow and control, ensuring efficient and reliable operation of propulsion systems.
3. Environmental Control Systems: Vacuum pumps are utilized in the environmental control systems of aircraft and spacecraft. These systems are responsible for maintaining the desired atmospheric conditions, including temperature, humidity, and cabin pressure, to ensure the comfort, safety, and well-being of crew members and passengers. Vacuum pumps are used to regulate and control the cabin pressure, facilitating the circulation of fresh air and maintaining the desired air quality within the aircraft or spacecraft.
4. Satellite Technology: Vacuum pumps find numerous applications in satellite technology. They are used in the fabrication and testing of satellite components, such as sensors, detectors, and electronic devices. Vacuum pumps help create the necessary vacuum conditions for thin film deposition, surface treatment, and testing processes, ensuring the performance and reliability of satellite equipment. Additionally, vacuum pumps are employed in satellite propulsion systems to manage propellants and provide thrust for orbital maneuvers.
5. Avionics and Instrumentation: Vacuum pumps are involved in the production and testing of avionics and instrumentation systems used in aerospace applications. They facilitate processes such as thin film deposition, vacuum encapsulation, and vacuum drying, ensuring the integrity and functionality of electronic components and circuitry. Vacuum pumps are also utilized in vacuum leak testing, where they help create a vacuum environment to detect and locate any leaks in aerospace systems and components.
6. High Altitude Testing: Vacuum pumps are used in high altitude testing facilities to simulate the low-pressure conditions encountered at high altitudes. These testing facilities are employed for evaluating the performance and functionality of aerospace equipment, such as engines, materials, and structures, under simulated high altitude conditions. Vacuum pumps create and control the required low-pressure environment, allowing engineers and researchers to assess the behavior and response of aerospace systems in high altitude scenarios.
7. Rocket Engine Testing: Vacuum pumps are crucial in rocket engine testing facilities. They are utilized to evacuate and maintain the vacuum conditions in engine test chambers or nozzles during rocket engine testing. By creating a vacuum environment, these pumps simulate the conditions experienced by rocket engines in the vacuum of space, enabling accurate testing and evaluation of engine performance, thrust levels, and efficiency.
It’s important to note that aerospace applications often require specialized vacuum pumps capable of meeting stringent requirements, such as high reliability, low outgassing, compatibility with propellants or cryogenic fluids, and resistance to extreme temperatures and pressures.
In summary, vacuum pumps are extensively used in the aerospace sector for a wide range of applications, including space simulation chambers, propellant management, environmental control systems, satellite technology, avionics and instrumentation, high altitude testing, and rocket engine testing. They contribute to the development, testing, and operation of aerospace equipment, ensuring optimal performance, reliability, and safety.

How Do Vacuum Pumps Assist in Freeze-Drying Processes?
Freeze-drying, also known as lyophilization, is a dehydration technique used in various industries, including pharmaceutical manufacturing. Vacuum pumps play a crucial role in facilitating freeze-drying processes. Here’s a detailed explanation:
During freeze-drying, vacuum pumps assist in the removal of water or solvents from pharmaceutical products while preserving their structure and integrity. The freeze-drying process involves three main stages: freezing, primary drying (sublimation), and secondary drying (desorption).
1. Freezing: In the first stage, the pharmaceutical product is frozen to a solid state. Freezing is typically achieved by lowering the temperature of the product below its freezing point. The frozen product is then placed in a vacuum chamber.
2. Primary Drying (Sublimation): Once the product is frozen, the vacuum pump creates a low-pressure environment within the chamber. By reducing the pressure, the boiling point of water or solvents present in the frozen product is lowered, allowing them to transition directly from the solid phase to the vapor phase through a process called sublimation. Sublimation bypasses the liquid phase, preventing potential damage to the product’s structure.
The vacuum pump maintains a low-pressure environment by continuously removing the water vapor or solvent vapor generated during sublimation. The vapor is drawn out of the chamber, leaving behind the freeze-dried product. This process preserves the product’s original form, texture, and biological activity.
3. Secondary Drying (Desorption): After the majority of the water or solvents have been removed through sublimation, the freeze-dried product may still contain residual moisture or solvents. In the secondary drying stage, the vacuum pump continues to apply vacuum to the chamber, but at a higher temperature. The purpose of this stage is to remove the remaining moisture or solvents through evaporation.
The vacuum pump maintains the low-pressure environment, allowing the residual moisture or solvents to evaporate at a lower temperature than under atmospheric pressure. This prevents potential thermal degradation of the product. Secondary drying further enhances the stability and shelf life of the freeze-dried pharmaceutical product.
By creating and maintaining a low-pressure environment, vacuum pumps enable efficient and controlled sublimation and desorption during the freeze-drying process. They facilitate the removal of water or solvents while minimizing the potential damage to the product’s structure and preserving its quality. Vacuum pumps also contribute to the overall speed and efficiency of the freeze-drying process by continuously removing the vapor generated during sublimation and evaporation. The precise control provided by vacuum pumps ensures the production of stable and high-quality freeze-dried pharmaceutical products.

Can Vacuum Pumps Be Used in Food Processing?
Yes, vacuum pumps are widely used in food processing for various applications. Here’s a detailed explanation:
Vacuum pumps play a crucial role in the food processing industry by enabling the creation and maintenance of vacuum or low-pressure environments. They offer several benefits in terms of food preservation, packaging, and processing. Here are some common applications of vacuum pumps in food processing:
1. Vacuum Packaging: Vacuum pumps are extensively used in vacuum packaging processes. Vacuum packaging involves removing air from the packaging container to create a vacuum-sealed environment. This process helps extend the shelf life of food products by inhibiting the growth of spoilage-causing microorganisms and reducing oxidation. Vacuum pumps are used to evacuate the air from the packaging, ensuring a tight seal and maintaining the quality and freshness of the food.
2. Freeze Drying: Vacuum pumps are essential in freeze drying or lyophilization processes used in food processing. Freeze drying involves removing moisture from food products while they are frozen, preserving their texture, flavor, and nutritional content. Vacuum pumps create a low-pressure environment that allows frozen water to directly sublimate from solid to vapor, resulting in the removal of moisture from the food without causing damage or loss of quality.
3. Vacuum Cooling: Vacuum pumps are utilized in vacuum cooling processes for rapid and efficient cooling of food products. Vacuum cooling involves placing the food in a vacuum chamber and reducing the pressure. This lowers the boiling point of water, facilitating the rapid evaporation of moisture and heat from the food, thereby cooling it quickly. Vacuum cooling helps maintain the freshness, texture, and quality of delicate food items such as fruits, vegetables, and bakery products.
4. Vacuum Concentration: Vacuum pumps are employed in vacuum concentration processes in the food industry. Vacuum concentration involves removing excess moisture from liquid food products to increase their solids content. By creating a vacuum, the boiling point of the liquid is reduced, allowing for gentle evaporation of water while preserving the desired flavors, nutrients, and viscosity of the product. Vacuum concentration is commonly used in the production of juices, sauces, and concentrates.
5. Vacuum Mixing and Deaeration: Vacuum pumps are used in mixing and deaeration processes in food processing. In the production of certain food products such as chocolates, confectioneries, and sauces, vacuum mixing is employed to remove air bubbles, achieve homogeneity, and improve product texture. Vacuum pumps aid in the removal of entrapped air and gases, resulting in smooth and uniform food products.
6. Vacuum Filtration: Vacuum pumps are utilized in food processing for vacuum filtration applications. Vacuum filtration involves separating solids from liquids or gases using a filter medium. Vacuum pumps create suction that draws the liquid or gas through the filter, leaving behind the solid particles. Vacuum filtration is commonly used in processes such as clarifying liquids, removing impurities, and separating solids from liquids in the production of beverages, oils, and dairy products.
7. Marinating and Brining: Vacuum pumps are employed in marinating and brining processes in the food industry. By applying a vacuum to the marinating or brining container, the pressure is reduced, allowing the marinade or brine to penetrate the food more efficiently. Vacuum marinating and brining help enhance flavor absorption, reduce marinating time, and improve the overall taste and texture of the food.
8. Controlled Atmosphere Packaging: Vacuum pumps are used in controlled atmosphere packaging (CAP) systems in the food industry. CAP involves modifying the gas composition within food packaging to extend the shelf life and maintain the quality of perishable products. Vacuum pumps aid in the removal of oxygen or other unwanted gases from the package, allowing the introduction of a desired gas mixture that preserves the food’s freshness and inhibits microbial growth.
These are just a few examples of how vacuum pumps are used in food processing. The ability to create and control vacuum or low-pressure environments is a valuable asset in preserving food quality, enhancing shelf life, and facilitating various processing techniques in the food industry.
editor by Dream 2024-05-06
China wholesaler 5.5kw Rotary Vane Vacuum Pump Air Pump Oil Pump with Hot selling
Product Description
Oil Lubricated Rotary Vane Vacuum Pump (RH5710)
Product Description
A typical rotary vacuum pump is comprised of a housing, a rotor and a series of radially moving vanes, which come in dry-running or lubricated versions (the latter are the most commonly used in the majority of industrial applications). The rotor is generally the only continuously moving vane vacuum pump part. There’s also a working chamber inside the housing, which is divided into 2 separate compartments by the rotor and vanes. Many vane vacuum pumps also include an inlet valve as a safety feature.
Rotary vane vacuum pumps are available in single-stage and two-stage versions. The stages refer to the number of times that compression actually occurs. Two-stage pumps are also able to attain a lower pressure than single-stage pumps, due to the fact that gas is only admitted during the high pressure stage.
Rotary vane vacuum pumps are ideally suited for a wide range of low and medium vacuum applications such as general and chemical laboratory, analytics, CHINAMFG drying, process engineering and more. A rotary vane pump works via positive displacement, which is when volumes of air or gas are confined within a closed space and are compressed when the space is mechanically reduced.
Product Parameters
| Product Model | 50/60Hz | RH5710 |
| Pumping Speed | 50Hz | 200m³/H |
| 60Hz | 240m³/H | |
| Ultimate Pressure | mbar | 0.1 |
| Inlet Diameter | G2” | |
| Voltage | 50Hz | 345-415/600-720V |
| 60Hz | 380-480/660-720V | |
| Motor Power | kW | 5.5 |
| Current (A) | 50Hz | 9.0/5.2 |
| 60Hz | 9.4/5.2 | |
| Rotate Speed | r/min | 1455/1720 |
| Noise Level | dB | 69 |
| Oil Volume | L | 6.0 |
| Net Weight | kg | 149 |
Detailed Photos
Installation Instructions
Certifications
Company Profile
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil |
|---|---|
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Kinetic Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Maintain the Pump |
| Working Conditions: | Dry |
| Samples: |
US$ 2275/Set
1 Set(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

Can Vacuum Pumps Be Used in the Automotive Industry?
Yes, vacuum pumps are widely used in the automotive industry for various applications. Here’s a detailed explanation:
The automotive industry relies on vacuum pumps for several critical functions and systems within vehicles. Vacuum pumps play a crucial role in enhancing performance, improving fuel efficiency, and enabling the operation of various automotive systems. Here are some key applications of vacuum pumps in the automotive industry:
1. Brake Systems: Vacuum pumps are commonly used in vacuum-assisted brake systems, also known as power brakes. These systems utilize vacuum pressure to amplify the force applied by the driver to the brake pedal, making braking more efficient and responsive. Vacuum pumps help generate the required vacuum for power brake assistance, ensuring reliable and consistent braking performance.
2. Emission Control Systems: Vacuum pumps are integral components of emission control systems in vehicles. They assist in operating components such as the Exhaust Gas Recirculation (EGR) valve and the Evaporative Emission Control (EVAP) system. Vacuum pumps help create the necessary vacuum conditions for proper functioning of these systems, reducing harmful emissions and improving overall environmental performance.
3. HVAC Systems: Heating, Ventilation, and Air Conditioning (HVAC) systems in vehicles often utilize vacuum pumps for various functions. Vacuum pumps help control the vacuum-operated actuators that regulate the direction, temperature, and airflow of the HVAC system. They ensure efficient operation and precise control of the vehicle’s interior climate control system.
4. Turbocharger and Supercharger Systems: In performance-oriented vehicles, turbocharger and supercharger systems are used to increase engine power and efficiency. Vacuum pumps play a role in these systems by providing vacuum pressure for actuating wastegates, blow-off valves, and other control mechanisms. These components help regulate the boost pressure and ensure optimal performance of the forced induction system.
5. Fuel Delivery Systems: Vacuum pumps are employed in certain types of fuel delivery systems, such as mechanical fuel pumps. These pumps utilize vacuum pressure to draw fuel from the fuel tank and deliver it to the engine. While mechanical fuel pumps are less commonly used in modern vehicles, vacuum pumps are still found in some specialized applications.
6. Engine Management Systems: Vacuum pumps are utilized in engine management systems for various functions. They assist in operating components such as vacuum-operated actuators, vacuum reservoirs, and vacuum sensors. These components play a role in engine performance, emissions control, and overall system functionality.
7. Fluid Control Systems: Vacuum pumps are used in fluid control systems within vehicles, such as power steering systems. Vacuum-assisted power steering systems utilize vacuum pressure to assist the driver in steering, reducing the effort required. Vacuum pumps provide the necessary vacuum for power steering assistance, enhancing maneuverability and driver comfort.
8. Diagnostic and Testing Equipment: Vacuum pumps are also utilized in automotive diagnostic and testing equipment. These pumps create vacuum conditions necessary for testing and diagnosing various vehicle systems, such as intake manifold leaks, brake system integrity, and vacuum-operated components.
It’s important to note that different types of vacuum pumps may be used depending on the specific automotive application. Common vacuum pump technologies in the automotive industry include diaphragm pumps, rotary vane pumps, and electric vacuum pumps.
In summary, vacuum pumps have numerous applications in the automotive industry, ranging from brake systems and emission control to HVAC systems and engine management. They contribute to improved safety, fuel efficiency, environmental performance, and overall vehicle functionality.

What Is the Difference Between Dry and Wet Vacuum Pumps?
Dry and wet vacuum pumps are two distinct types of pumps that differ in their operating principles and applications. Here’s a detailed explanation of the differences between them:
Dry Vacuum Pumps:
Dry vacuum pumps operate without the use of any lubricating fluid or sealing water in the pumping chamber. They rely on non-contact mechanisms to create a vacuum. Some common types of dry vacuum pumps include:
1. Rotary Vane Pumps: Rotary vane pumps consist of a rotor with vanes that slide in and out of slots in the rotor. The rotation of the rotor creates chambers that expand and contract, allowing the gas to be pumped. The vanes and the housing are designed to create a seal, preventing gas from flowing back into the pump. Rotary vane pumps are commonly used in laboratories, medical applications, and industrial processes where a medium vacuum level is required.
2. Dry Screw Pumps: Dry screw pumps use two or more intermeshing screws to compress and transport gas. As the screws rotate, the gas is trapped between the threads and transported from the suction side to the discharge side. Dry screw pumps are known for their high pumping speeds, low noise levels, and ability to handle various gases. They are used in applications such as semiconductor manufacturing, chemical processing, and vacuum distillation.
3. Claw Pumps: Claw pumps use two rotors with claw-shaped lobes that rotate in opposite directions. The rotation creates a series of expanding and contracting chambers, enabling gas capture and pumping. Claw pumps are known for their oil-free operation, high pumping speeds, and suitability for handling dry and clean gases. They are commonly used in applications such as automotive manufacturing, food packaging, and environmental technology.
Wet Vacuum Pumps:
Wet vacuum pumps, also known as liquid ring pumps, operate by using a liquid, typically water, to create a seal and generate a vacuum. The liquid ring serves as both the sealing medium and the working fluid. Wet vacuum pumps are commonly used in applications where a higher level of vacuum is required or when handling corrosive gases. Some key features of wet vacuum pumps include:
1. Liquid Ring Pumps: Liquid ring pumps feature an impeller with blades that rotate eccentrically within a cylindrical casing. As the impeller rotates, the liquid forms a ring against the casing due to centrifugal force. The liquid ring creates a seal, and as the impeller spins, the volume of the gas chamber decreases, leading to the compression and discharge of gas. Liquid ring pumps are known for their ability to handle wet and corrosive gases, making them suitable for applications such as chemical processing, oil refining, and wastewater treatment.
2. Water Jet Pumps: Water jet pumps utilize a jet of high-velocity water to create a vacuum. The water jet entrains gases, and the mixture is then separated in a venturi section, where the water is recirculated, and the gases are discharged. Water jet pumps are commonly used in laboratories and applications where a moderate vacuum level is required.
The main differences between dry and wet vacuum pumps can be summarized as follows:
1. Operating Principle: Dry vacuum pumps operate without the need for any sealing fluid, while wet vacuum pumps utilize a liquid ring or water as a sealing and working medium.
2. Lubrication: Dry vacuum pumps do not require lubrication since there is no contact between moving parts, whereas wet vacuum pumps require the presence of a liquid for sealing and lubrication.
3. Applications: Dry vacuum pumps are suitable for applications where a medium vacuum level is required, and oil-free operation is desired. They are commonly used in laboratories, medical settings, and various industrial processes. Wet vacuum pumps, on the other hand, are used when a higher vacuum level is needed or when handling corrosive gases. They find applications in chemical processing, oil refining, and wastewater treatment, among others.
It’s important to note that the selection of a vacuum pump depends on specific requirements such as desired vacuum level, gas compatibility, operating conditions, and the nature of the application.
In summary, the primary distinction between dry and wet vacuum pumps lies in their operating principles, lubrication requirements, and applications. Dry vacuum pumps operate without any lubricating fluid, while wet vacuum pumps rely on a liquid ring or water for sealing and lubrication. The choice between dry and wet vacuum pumps depends on the specific needs of the application and the desired vacuum level.
How Do You Choose the Right Size Vacuum Pump for a Specific Application?
Choosing the right size vacuum pump for a specific application involves considering several factors to ensure optimal performance and efficiency. Here’s a detailed explanation:
1. Required Vacuum Level: The first consideration is the desired vacuum level for your application. Different applications have varying vacuum level requirements, ranging from low vacuum to high vacuum or even ultra-high vacuum. Determine the specific vacuum level needed, such as microns of mercury (mmHg) or pascals (Pa), and choose a vacuum pump capable of achieving and maintaining that level.
2. Pumping Speed: The pumping speed, also known as the displacement or flow rate, is the volume of gas a vacuum pump can remove from a system per unit of time. It is typically expressed in liters per second (L/s) or cubic feet per minute (CFM). Consider the required pumping speed for your application, which depends on factors such as the volume of the system, the gas load, and the desired evacuation time.
3. Gas Load and Composition: The type and composition of the gas or vapor being pumped play a significant role in selecting the right vacuum pump. Different pumps have varying capabilities and compatibilities with specific gases. Some pumps may be suitable for pumping only non-reactive gases, while others can handle corrosive gases or vapors. Consider the gas load and its potential impact on the pump’s performance and materials of construction.
4. Backing Pump Requirements: In some applications, a vacuum pump may require a backing pump to reach and maintain the desired vacuum level. A backing pump provides a rough vacuum, which is then further processed by the primary vacuum pump. Consider whether your application requires a backing pump and ensure compatibility and proper sizing between the primary pump and the backing pump.
5. System Leakage: Evaluate the potential leakage in your system. If your system has significant leakage, you may need a vacuum pump with a higher pumping speed to compensate for the continuous influx of gas. Additionally, consider the impact of leakage on the required vacuum level and the pump’s ability to maintain it.
6. Power Requirements and Operating Cost: Consider the power requirements of the vacuum pump and ensure that your facility can provide the necessary electrical supply. Additionally, assess the operating cost, including energy consumption and maintenance requirements, to choose a pump that aligns with your budget and operational considerations.
7. Size and Space Constraints: Take into account the physical size of the vacuum pump and whether it can fit within the available space in your facility. Consider factors such as pump dimensions, weight, and the need for any additional accessories or support equipment.
8. Manufacturer’s Recommendations and Expert Advice: Consult the manufacturer’s specifications, guidelines, and recommendations for selecting the right pump for your specific application. Additionally, seek expert advice from vacuum pump specialists or engineers who can provide insights based on their experience and knowledge.
By considering these factors and evaluating the specific requirements of your application, you can select the right size vacuum pump that meets the desired vacuum level, pumping speed, gas compatibility, and other essential criteria. Choosing the appropriate vacuum pump ensures efficient operation, optimal performance, and longevity for your application.
editor by Dream 2024-05-06
China Professional Chemical Disposal Equipment Portable Air Powered Vacuum Pumps for Sale vacuum pump belt
Product Description
The Pneumatic dredging and seage pumps (namly Portable Slurry Vacuum Pump) is 1 kind 100% air powered and operated material transferring equipment. It generates Vacuum combined with high airflow which allows the unit to transfer materials ranging from mining slurries and oil sludge through to cement powders and grains etc. It is also known as sludge pump, mud pump, Solids Pump, Waste transfer Pump etc.
The Portable Slurry Vacuum Pump is widely used in farms, mines, drill rigs, municipal, industrial and construction sites.
| Model | Flow | Discharge | Air consumption | Working pressure | Installation dimensions | Weight (kg) |
|
| m³/h | m | m³/min | MPa | (Length × width × height) mm | |||
| QYF25-15 | 25 | 15 | 11 | 0.5 | 1830×885×965 | 315 | |
| QYF20-20 | 20 | 20 | 10.5 | 0.5 | 1830×834×915 | 285 | |
| QYF17-20 | 17 | 20 | 8.5 | 0.5 | 1830×782×890 | 260 | |
| QYF14-20 | 14 | 20 | 6.5 | 0.5 | 1830×782×890 | 255 | |
| QYF10-20 | 10 | 20 | 6 | 0.5 | 1830×782×890 | 250 | |
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Service |
|---|---|
| Warranty: | 1 Year |
| Type: | Self-priming Pump With Inner Recirculation |
| Air Engine Type: | Air Compressor |
| Theory: | Venturi Principle |
| Transmission: | Direct Connection Transmission |
| Samples: |
US$ 5500/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

Can Vacuum Pumps Be Used for Vacuum Furnaces?
Yes, vacuum pumps can be used for vacuum furnaces. Here’s a detailed explanation:
Vacuum furnaces are specialized heating systems used in various industries for heat treatment processes that require controlled environments with low or no atmospheric pressure. Vacuum pumps play a crucial role in creating and maintaining the vacuum conditions necessary for the operation of vacuum furnaces.
Here are some key points regarding the use of vacuum pumps in vacuum furnaces:
1. Vacuum Creation: Vacuum pumps are used to evacuate the furnace chamber, creating a low-pressure or near-vacuum environment. This is essential for the heat treatment processes carried out in the furnace, as it helps eliminate oxygen and other reactive gases, preventing oxidation or unwanted chemical reactions with the heated materials.
2. Pressure Control: Vacuum pumps provide the means to control and maintain the desired pressure levels within the furnace chamber during the heat treatment process. Precise pressure control is necessary to achieve the desired metallurgical and material property changes during processes such as annealing, brazing, sintering, and hardening.
3. Contamination Prevention: By removing gases and impurities from the furnace chamber, vacuum pumps help prevent contamination of the heated materials. This is particularly important in applications where cleanliness and purity of the processed materials are critical, such as in the aerospace, automotive, and medical industries.
4. Rapid Cooling: Some vacuum furnace systems incorporate rapid cooling capabilities, known as quenching. Vacuum pumps assist in facilitating the rapid cooling process by removing the heat generated during quenching, ensuring efficient cooling and minimizing distortion or other unwanted effects on the treated materials.
5. Process Flexibility: Vacuum pumps provide flexibility in the type of heat treatment processes that can be performed in vacuum furnaces. Different heat treatment techniques, such as vacuum annealing, vacuum brazing, or vacuum carburizing, require specific pressure levels and atmospheric conditions that can be achieved and maintained with the use of vacuum pumps.
6. Vacuum Pump Types: Different types of vacuum pumps can be used in vacuum furnaces, depending on the specific requirements of the heat treatment process. Commonly used vacuum pump technologies include oil-sealed rotary vane pumps, dry screw pumps, diffusion pumps, and cryogenic pumps. The choice of vacuum pump depends on factors such as required vacuum level, pumping speed, reliability, and compatibility with the process gases.
7. Maintenance and Monitoring: Proper maintenance and monitoring of vacuum pumps are essential to ensure their optimal performance and reliability. Regular inspections, lubrication, and replacement of consumables (such as oil or filters) are necessary to maintain the efficiency and longevity of the vacuum pump system.
8. Safety Considerations: Operating vacuum furnaces with vacuum pumps requires adherence to safety protocols. This includes proper handling of potentially hazardous gases or chemicals used in the heat treatment processes, as well as following safety guidelines for operating and maintaining the vacuum pump system.
Overall, vacuum pumps are integral components of vacuum furnaces, enabling the creation and maintenance of the required vacuum conditions for precise and controlled heat treatment processes. They contribute to the quality, consistency, and efficiency of the heat treatment operations performed in vacuum furnaces across a wide range of industries.

Considerations for Selecting a Vacuum Pump for Cleanroom Applications
When it comes to selecting a vacuum pump for cleanroom applications, several considerations should be taken into account. Here’s a detailed explanation:
Cleanrooms are controlled environments used in industries such as semiconductor manufacturing, pharmaceuticals, biotechnology, and microelectronics. These environments require strict adherence to cleanliness and particle control standards to prevent contamination of sensitive processes or products. Selecting the right vacuum pump for cleanroom applications is crucial to maintain the required level of cleanliness and minimize the introduction of contaminants. Here are some key considerations:
1. Cleanliness: The cleanliness of the vacuum pump is of utmost importance in cleanroom applications. The pump should be designed and constructed to minimize the generation and release of particles, oil vapors, or other contaminants into the cleanroom environment. Oil-free or dry vacuum pumps are commonly preferred in cleanroom applications as they eliminate the risk of oil contamination. Additionally, pumps with smooth surfaces and minimal crevices are easier to clean and maintain, reducing the potential for particle buildup.
2. Outgassing: Outgassing refers to the release of gases or vapors from the surfaces of materials, including the vacuum pump itself. In cleanroom applications, it is crucial to select a vacuum pump with low outgassing characteristics to prevent the introduction of contaminants into the environment. Vacuum pumps specifically designed for cleanroom use often undergo special treatments or use materials with low outgassing properties to minimize this effect.
3. Particle Generation: Vacuum pumps can generate particles due to the friction and wear of moving parts, such as rotors or vanes. These particles can become a source of contamination in cleanrooms. When selecting a vacuum pump for cleanroom applications, it is essential to consider the pump’s particle generation level and choose pumps that have been designed and tested to minimize particle emissions. Pumps with features like self-lubricating materials or advanced sealing mechanisms can help reduce particle generation.
4. Filtration and Exhaust Systems: The filtration and exhaust systems associated with the vacuum pump are critical for maintaining cleanroom standards. The vacuum pump should be equipped with efficient filters that can capture and remove any particles or contaminants generated during operation. High-quality filters, such as HEPA (High-Efficiency Particulate Air) filters, can effectively trap even the smallest particles. The exhaust system should be properly designed to ensure that filtered air is released outside the cleanroom or passes through additional filtration before being reintroduced into the environment.
5. Noise and Vibrations: Noise and vibrations generated by vacuum pumps can have an impact on cleanroom operations. Excessive noise can affect the working environment and compromise communication, while vibrations can potentially disrupt sensitive processes or equipment. It is advisable to choose vacuum pumps specifically designed for quiet operation and that incorporate measures to minimize vibrations. Pumps with noise-dampening features and vibration isolation systems can help maintain a quiet and stable cleanroom environment.
6. Compliance with Standards: Cleanroom applications often have specific industry standards or regulations that must be followed. When selecting a vacuum pump, it is important to ensure that it complies with relevant cleanroom standards and requirements. Considerations may include ISO cleanliness standards, cleanroom classification levels, and industry-specific guidelines for particle count, outgassing levels, or allowable noise levels. Manufacturers that provide documentation and certifications related to cleanroom suitability can help demonstrate compliance.
7. Maintenance and Serviceability: Proper maintenance and regular servicing of vacuum pumps are essential for their reliable and efficient operation. When choosing a vacuum pump for cleanroom applications, consider factors such as ease of maintenance, availability of spare parts, and access to service and support from the manufacturer. Pumps with user-friendly maintenance features, clear service instructions, and a responsive customer support network can help minimize downtime and ensure continued cleanroom performance.
In summary, selecting a vacuum pump for cleanroom applications requires careful consideration of factors such as cleanliness, outgassing characteristics, particle generation, filtration and exhaust systems, noise and vibrations, compliance with standards, and maintenance requirements. By choosing vacuum pumps designed specifically for cleanroom use and considering these key factors, cleanroom operators can maintain the required level of cleanliness and minimize the risk of contamination in their critical processes and products.
What Industries Commonly Rely on Vacuum Pump Technology?
Vacuum pump technology finds applications in various industries where creating and controlling vacuum or low-pressure environments is crucial. Here’s a detailed explanation:
1. Manufacturing and Production: Vacuum pumps are extensively used in manufacturing and production processes across multiple industries. They are employed for tasks such as vacuum molding, vacuum packaging, vacuum degassing, vacuum drying, and vacuum distillation. Industries like automotive, aerospace, electronics, pharmaceuticals, and food processing rely on vacuum pump technology to achieve precise and controlled manufacturing conditions.
2. Chemical and Pharmaceutical: The chemical and pharmaceutical industries heavily rely on vacuum pumps for numerous applications. These include solvent recovery, vacuum filtration, vacuum drying, distillation, crystallization, and evaporation. Vacuum pumps enable these industries to carry out critical processes under reduced pressure, ensuring efficient separation, purification, and synthesis of various chemical compounds and pharmaceutical products.
3. Semiconductor and Electronics: The semiconductor and electronics industries extensively use vacuum pumps for manufacturing microchips, electronic components, and electronic devices. Vacuum pumps are crucial in processes such as physical vapor deposition (PVD), chemical vapor deposition (CVD), etching, ion implantation, and sputtering. These processes require controlled vacuum conditions to ensure precise deposition, surface modification, and contamination-free manufacturing.
4. Research and Development: Vacuum pump technology is integral to research and development activities across scientific disciplines. It supports experiments and investigations in fields such as physics, chemistry, materials science, biology, and environmental science. Vacuum pumps facilitate processes like freeze drying, vacuum distillation, vacuum evaporation, vacuum spectroscopy, and creating controlled atmospheric conditions for studying various phenomena.
5. Food and Beverage: The food and beverage industry relies on vacuum pumps for packaging and preservation purposes. Vacuum sealing is used to extend the shelf life of food products by removing air and creating a vacuum-sealed environment that inhibits spoilage and maintains freshness. Vacuum pumps are also used in processes like freeze drying, vacuum concentration, and vacuum cooling.
6. Oil and Gas: In the oil and gas industry, vacuum pumps play a role in various applications. They are used for crude oil vacuum distillation, vacuum drying, vapor recovery, gas compression, and gas stripping processes. Vacuum pumps help maintain optimal conditions during oil refining, gas processing, and petrochemical manufacturing.
7. Environmental and Waste Management: Vacuum pumps are employed in environmental and waste management applications. They are used for tasks such as soil vapor extraction, groundwater remediation, landfill gas recovery, and wastewater treatment. Vacuum pumps facilitate the removal and containment of gases, vapors, and pollutants, contributing to environmental protection and sustainable waste management.
8. Medical and Healthcare: The medical and healthcare sectors utilize vacuum pumps for various purposes. They are used in medical equipment such as vacuum-assisted wound therapy devices, vacuum-based laboratory analyzers, and vacuum suction systems in hospitals and clinics. Vacuum pumps are also used in medical research, pharmaceutical production, and medical device manufacturing.
9. Power Generation: Vacuum pumps play a role in power generation industries, including nuclear power plants and thermal power plants. They are used for steam condensation, turbine blade cooling, vacuum drying during transformer manufacturing, and vacuum systems for testing and maintenance of power plant equipment.
10. HVAC and Refrigeration: The HVAC (Heating, Ventilation, and Air Conditioning) and refrigeration industries rely on vacuum pumps for system installation, maintenance, and repair. Vacuum pumps are used to evacuate air and moisture from refrigerant lines and HVAC systems, ensuring optimal system performance and efficiency.
These are just a few examples of industries that commonly rely on vacuum pump technology. The versatility and wide-ranging applications of vacuum pumps make them indispensable tools across numerous sectors, enabling precise control over vacuum conditions, efficient manufacturing processes, and scientific investigations.
editor by Dream 2024-05-03
China Professional GWSP600 dry oil free electric air industrial scroll vacuum pump with air ballast valve for semiconductor and photoelectric industry vacuum pump brakes
Product Description
Product Description
GWSP Oil free Scroll Vacuum Pump
Working principle:
GWSP oil free scroll vacuum pump is constructed with pump head assembly, crank pin assembly, bracket assembly, air flush assembly,and exhaust valve assembly.Two spiral cylinders, 1 offset and orbiting against the other fixed with an offset of 180° to form several crescent-shaped pockets of different sizes. By means of an eccentric drive, the orbiting scroll is made to orbit about the fixed scroll, reducing the volume of the pockets and compressing gas from outside towards the inside thereby pumping the gas from vacuum chamber.
Basic informations:
1) Model: GWSP600 Oil free scroll vacuum pump
2) Ultimate vacuum pressure: 1 Pa/0.01 mbar (abs.)
3) Max suction capacity: 50Hz-8.7L/s 60Hz-10.4L/s
Safety Precautions:
The GWSP series oil free scroll vacuum pumps are suitable for clean processes only.
Do not pump toxic, explosive, flammable or corrosive substances or substances which contain chemicals, solvents or particles.GEOWELL will not perform maintenance work on pumps which have used special gases or other hazardous substances.
Be sure the inlet gas temperature must be lower than 122 °F.
Technical Specifications
| Model | GWSP40 | GWSP75 | GWSP150 | GWSP300 | GWSP600 | GWSP1000 | ||
| Pumping Speed | 50Hz | l/s | 0.5 | 1.0 | 2.0 | 4.3 | 8.7 | 16.6 |
| m3/h | 1.8 | 3.6 | 7.2 | 15.5 | 31.3 | 59.8 | ||
| cfm | 1.1 | 2.1 | 4.3 | 9.3 | 18.7 | 35.8 | ||
| 60Hz | l/s | 0.6 | 1.2 | 2.4 | 5.1 | 10.4 | 20.0 | |
| m3/h | 2.2 | 4.3 | 8.6 | 18.3 | 37.4 | 71.6 | ||
| cfm | 1.3 | 2.5 | 5.1 | 10.9 | 22.3 | 42.8 | ||
| Ultimate Pressure | Torr | ≤1.1*10-1 | ≤6.0*10-2 | ≤4.5*10-2 | ≤1.9*10-2 | ≤7.5*10-3 | ≤7.5*10-3 | |
| psi | ≤2.2*10-3 | ≤1.2*10-3 | ≤9.0*10-4 | ≤3.8*10-4 | ≤1.5*10-4 | ≤1.5*10-4 | ||
| Pa | ≤15 | ≤8 | ≤6 | ≤2.6 | ≤1 | ≤1 | ||
| mbar | ≤1.5*10-1 | ≤8.0*10-2 | ≤6.0*10-2 | ≤2.6*10-2 | ≤1.0*10-2 | ≤1.0*10-2 | ||
| Noise Level | dB(A) | ≤54 | ≤57 | ≤57 | ≤60 | ≤61 | ≤65 | |
| Leakage | mbar·l/s | 1*10-7 | ||||||
| Max. Inlet/Exhaust Pressure | MPa | 0.1 / 0.13 | ||||||
| Ambient Operation Temp. | ºF | 41~104 | ||||||
| Motor 1 phase | Power | kW | 0.25 | 0.55 | 0.55 | 0.55 | 0.75 | — |
| Voltage | V | 110~115 (60Hz),200~230 (50Hz) | — | |||||
| Speed | rpm | 1425(50Hz),1725(60Hz) | — | |||||
| Plug | North America, Europe, UK/Ireland, India | — | ||||||
| Motor 3 phase | Power | kW | — | 0.55 | 0.55 | 0.55 | 0.75 | 1.5 |
| Voltage | V | — | 200~230 or 380~415 (50Hz),200~230 or 460 (60Hz) | |||||
| Speed | rpm | — | 1425 (50Hz),1725 (60Hz) | |||||
| Inlet/Exhaust Flange | KF25/KF16 | KF40/KF16 | KF40/KF16*2 | |||||
| Dimensions | 1 phase | mm | 326*212*253 | 450*260*296 | 455*260*296 | 493*297*334 | 538*315*348 | — |
| 3 phase | mm | — | 450*260*296 | 455*260*296 | 493*297*334 | 538*315*348 | 576*450*402 | |
| Net Weight | 1 phase | kg | 15 | 21 | 22 | 29 | 36 | — |
| 3 phase | kg | — | 20 | 21 | 28 | 31 | 54 | |
| Cooling Type | Air cooled | |||||||
| Others | With air flush | |||||||
Features & Benefits
No oil clean vacuum.
No oil back-diffusion, no oil mist exhaust, provide clean vacuum environment
Wide product lineup.
Pumping speed covers 3~60 m3 /h, limited vacuum level 1~8 Pa
Suitable for all type of power supply around the world.
110/220/380/460V, 50/60Hz for choose
Low vibration, low noise.
57~65 dB(A), smooth operation
High efficiency, ease of maintenance.
No water cooled, no oil lubricated, no daily maintenance
Quality Control
CMM inspection system assures
fixed tolarance on dimension&shape
Pump Testing
Applications
Semiconductor industryindustry.stry
Vacuum sputtering machine.
IC plasma cleaning machine.
IC plasma polishing machine.
IC packaging machine.
IC transmission chamber.
Photoelectric industry.
LED vacuum annealing furnace.
Load lock/transfer chambers.
Glove box.
LED packaging machine.
Liquid crystal injection and packaging.
Material industry.
Vacuum annealing furnace.
Vacuum diffusion oven.
3D metal printing.
Single crystal growth furnace.
Microwave cleaning and microwave drying machine.
E-beam/Laser melting.
Vacuum degassing.
Vacuum gas substitution.
Vacuum equipment.
Oil free ultrahigh vacuum unit.
Oil free vacuum unit.
Related Products
GWT40 Foreline Filter
Performance: Filter out the dust particles contained in the intake gas.
Application: Vacuum coating, food and drug processing, ceramic and glass manufacturing, vacuum CZPT and vacuum packaging systems.
GWS16 Exhaust Silencer
Performance: Reduce exhaust noise from oil-free vacuum systems.
Application: Installation of oil free scroll vacuum pumps requires a quiet vacuum system.
GWMMK600 Major Maintenance Kit
Performance: Prolong the service life of the product.
Application: For the major maintenance of oil free scroll vacuum pump GWSP600.
GWTSK600 Tip Seal Kit
Performance: Prolong the service life of the product.
Application: For the scheduled maintenance of oil free scroll vacuum pump GWSP600.
Company Profile
GEOWELL VACUUM CO.,LTD. is a HI-TECH enterprise in China dedicating in manufacturing, research and development, marketing of oil free scroll vacuum pumps and vacuum compressors since 2002. GEOWELL has been providing users and partners with premium quality products that are efficient and dependable, GEOWELL believe the integration of high performance and high reliability product and service will bring the highest value to both our customers and ourselves.
FAQ
Q: How long can I get the feedback after we sent the inquiry?
A: We will reply you within 12 hours in working day.
Q: Are you direct manufacturer?
A: Yes, we are direct manufacturer with factory and international department; we manufacture and sell all our products by ourselves.
Q: When can you delivery the product to us?
A: Since we are a factory with large warehouse, we have abundant products in store, so we can delivery within 7 days after get your deposit.
Q: Can I add logo to the products?
A: Of course, but we usually have quantity requirement. You can contact with us for details.
Q: How to guarantee the quality and after sales service of your products?
A: We conduct strict detection during production from raw material come in to product delivering shipment. Every product must go through 4 steps inspection from casting, machining, assembling, and performance testing within our factory before shipment, also intact packaging test are insured.
Q: What is your warranty term?
A: There is a 12 months warranty for our export products from the date of shipment. If warranty has run out, our customer should pay for the replacement part.
Q: Is the sample available?
A: Yes, usually we send our samples by Fedex, DHL, TNT, UPS, EMS, SF, Depon, it will take around 3 to 4 days for our customer receive them, but customer will charge all cost related to the samples, such as sample cost and air freight. We will refund our customer the sample cost after receiving the order.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Yes |
|---|---|
| Warranty: | 1 Years |
| Oil or Not: | Oil Free |
| Structure: | Scroll Pump |
| Exhauster Method: | a Pair of Vortex Plates |
| Vacuum Degree: | Low Vacuum |
| Customization: |
Available
|
|
|---|

Types of vacuum pumps
A vacuum pump is a device that draws gas molecules from a sealed volume and maintains a partial vacuum. Its job is to create a vacuum in a volume, usually one of several. There are several types of vacuum pumps, such as root pumps, diaphragm pumps, rotary piston pumps, and self-priming centrifugal pumps.
The diaphragm pump is a dry positive displacement vacuum pump
Diaphragm pumps are a versatile type of vacuum pump. They can be installed in a variety of scenarios including container emptying, positive suction, and simultaneous fluid mixing. Their performance depends on the stiffness and durability of the diaphragm, which in turn depends on the material.
They have good performance when running in dry mode. Diaphragm pumps work very similarly to the human heart, which is why they are often used to create artificial hearts. In addition, the diaphragm pump is self-priming and has high efficiency. They are also capable of handling the most viscous liquids and are used in almost all industries.
However, this type of pump has several disadvantages. One of them is that they are difficult to restart after a power outage. Another disadvantage is that they can generate a lot of heat. Fortunately, this heat is carried away by airflow. However, this heat builds up in the multistage pump. If this happens, the diaphragm or motor may be damaged. Diaphragm pumps operating in two or more stages should be fitted with solenoid valves to maintain vacuum stability.
Diaphragm pumps are a good choice for drying processes where hygiene is important. These pumps have check valves and rubber or Teflon diaphragms. Diaphragm pumps are also ideal for high viscosity applications where shear sensitivity is important.
Roots pumps are dry method centrifugal pumps
Roots pumps use a vane rotor pump with two counter-rotating vanes that move in opposite directions to move the gas. They are often the first choice for high-throughput process applications. Depending on the size and number of blades, they can withstand up to 10 Torr.
Centrifugal pumps have several advantages, including the ability to handle corrosive fluids and high temperatures. However, when choosing a pump, it is essential to choose a reputable manufacturer. These companies will be able to advise you on the best pump design for your needs and provide excellent after-sales support. Roots pumps can be used in a wide range of industrial applications including chemical, food, and biotechnology.
The Roots pump is a dry centrifugal pump whose geometry enables it to achieve high compression ratios. The screw rotors are synchronized by a set of timing gears that allow gas to pass in both directions and create a compressed state in the chamber. The pre-compressed gas is discharged through a pressure connection and cooled with water. Some pumps are also able to accept additional cooling gas, but this should be done with caution.
The size of the impeller plays an important role in determining the pump head. The impeller diameter determines how high the pump can lift the liquid. Impeller speed also affects the head. Since the head is proportional to the specific gravity of the liquid, the available suction pressure will be proportional to the density of the liquid. The density of water is about 1.2 kg/m3, and the suction pressure of the centrifugal pump is not enough to lift the water.
The rotary vane pump is a self-priming centrifugal pump
A rotary vane pump is a centrifugal pump with a circular pump head and a cycloid cam that supports the rotor. The rotor is close to the cam wall, and two side plates seal the rotor. Vanes in vane pumps are installed in these cavities, and the rotor rotates at high speed, pushing fluid in and out of the pump. The pump offers several advantages, including a reversible design and the ability to handle a wide variety of clean fluids.
Agknx Pumps manufactures a wide range of vane pumps that combine high performance, low cost, and easy maintenance. These pumps handle medium to high viscosity liquids up to 500 degrees Fahrenheit and 200,000 SSU.
The suction side of the rotary vane pump has a discharge port, and the valve prevents the backflow of the discharge air. When the maximum pressure is reached, the outlet valve closes to prevent the backflow of exhaust gas. The mechanical separation step separates the oil from the gas in the pump circuit and returns the remaining oil particles to the sump. The float valve then reintroduces these oil particles into the oil circuit of the pump. The gas produced is almost oil-free and can be blown out of a pipe or hose.
Rotary vane pumps are self-priming positive displacement pumps commonly used in hydraulic, aeration, and vacuum systems. Unlike gear pumps, rotary vane pumps can maintain high-pressure levels while using relatively low suction pressures. The pump is also very effective when pumping viscous or high-viscosity liquids. 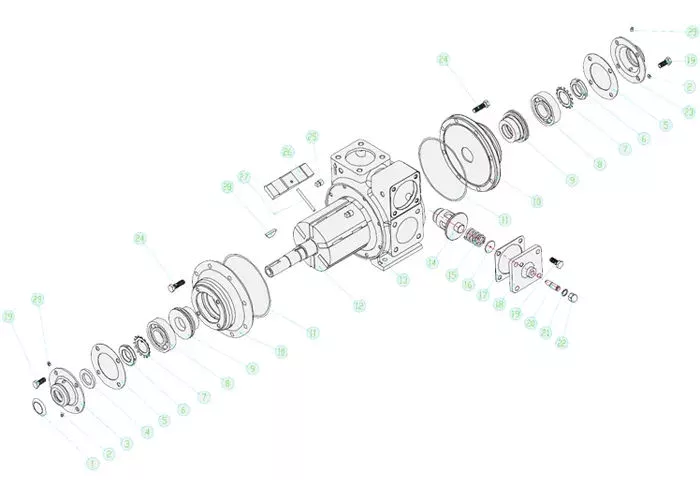
Rotary piston pumps are dry method positive displacement pumps
Rotary piston pumps are dry positive displacement pumps designed to deliver high-viscosity fluids. They are capable of pumping a variety of liquids and can run dry without damaging the liquid. Rotary piston pumps are available in a variety of designs. Some are single shafts, some are two shafts and four bearings.
Positive displacement pumps operate slower than centrifugal pumps. This feature makes the positive displacement pump more sensitive to wear. Piston and plunger reciprocating pumps are particularly prone to wear. For more demanding applications, progressive cavity, diaphragm or lobe pumps may be a better choice.
Positive displacement pumps are typically used to pump high-viscosity fluids. This is because the pump relies on a mechanical seal between the rotating elements and the pump casing. As a result, when fluids have low viscosity, their performance is limited. Additionally, low viscosity fluids can cause valve slippage.
These pumps have a piston/plunger arrangement using stainless steel rotors. Piston/piston pumps have two cavities on the suction side. The fluid then flows from one chamber to the other through a helical motion. This results in very low shear and pulsation rates. The pump is usually installed in a cylindrical housing.
Rotary vane pump corrosion resistance
Rotary vane vacuum pumps are designed for use in a variety of industries. They feature plasma-treated corrosion-resistant parts and anti-suck-back valves to help reduce the number of corrosive vapors entering the pump. These pumps are commonly used in freeze dryers, vacuum ovens, and degassing processes. The high flow rates they provide in their working vacuum allow them to speed up processes and reduce the time it takes to run them. Plus, they have energy-efficient motors and silent volume. <br/While rotary vane vacuum pumps are relatively corrosion resistant, they should not be used for aggressive chemicals. For these chemicals, the most suitable pump is the chemical mixing pump, which combines two types of pumps to improve corrosion resistance. If the application requires a more powerful pump, a progressive cavity pump (eg VACUU*PURE 10C) is suitable.
Oil seals used in rotary vane pumps are important to pump performance. The oil seal prevents corrosion of the aluminum parts of the rotary vane pump and prolongs the service life. Most rotary vane vacuum pumps have a standard set of components, although each component may have different oil seals.
Rotary vane vacuum pumps are the most common type of positive displacement pump. They provide quiet operation and long service life. They are also reliable and inexpensive and can be used in a variety of applications. 
Roots pumps are primarily used as a vacuum booster
Root vacuum pumps are mainly used as vacuum boosters in industrial applications. They need a thorough understanding of operating principles and proper maintenance to function properly. This course is an introduction to Roots vacuum pumps, covering topics such as pump principles, multi-stage pumps, temperature effects, gas cooling, and maintenance.
Roots pumps have many advantages, including compact and quiet operation. They do not generate particles and have a long service life. They also don’t require oil and have a small footprint. However, Roots pumps have several disadvantages, including relatively high maintenance costs and low pumping speeds near atmospheric pressure.
Root vacuum pumps are often used with rotary vane vacuum pumps. They work on the same principle, the air enters a conveying unit formed by two rolling pistons in the housing. The piston heads are separated from each other, and the air passes through the unit without being reduced until it is discharged. When the air in the next unit reaches a higher absolute pressure, it is expelled from the last unit.
Roots pumps can be classified as sheathed or sealed. Roots pumps with sealed motors are suitable for pumping toxic gases. They have less clearance between the stator and motor rotor and have a sealed tank.
editor by Dream 2024-05-03
China Hot selling Vacuum Pump Roots Liquid-Ring Water Piston Rotary Dry Portable Screw Scroll Reciprocating Diaphragm Centrifugal Positive Displacement DC AC Air Vacuum Pump vacuum pump design
Product Description
Vacuum pump Roots Liquid-ring water piston Rotary Dry portable Screw scroll Reciprocating diaphragm centrifugal positive displacement AC DC Air vacuum pump
VP roots vacuum pump is in the 50 Torr-micron high vacuum range has a large pumping speed and low cost of equipment, it can be combined with various vacuum pump consists of a vacuum unit. KMBD roots vacuum pump with 5 point bearing design unique, sealing the five bit machine, sealing double sealing structure + mechanical seal for Teflon maze, can realize non leakage, reduce maintenance and repair of the link, ensure the roots pump and durable. Synchronous helical gear and mounted on the driving end, both to ensure quiet and reliable operation, and can reduce the load of the rotor torque. Impeller and shaft integrally cast, can provide large size shaft, impeller and reduce the risk of damage. All contact with the sealing surface of the shaft end faces are polished to reduce wear and reduce the risk of leakage, high temperature high pressure casing, and double tank design, a variety of material selection, further to ensure that the use of the user in various working conditions. Typical application: chemical, petrochemical, plastics, semiconductors, wood mixture, food processing, vacuum furnace, vacuum booster system, vacuum drying, vacuum dewatering, vacuum packaging
Typical Applications
Special structures working principles,suitable for operation in chemical industry,oil industry,food industry,electrical utility industry,pharmacy industry,textile industry and paper making industry,etc. The other industries that need vacuum drying,concentration,distilling,dehydration and filtering also need the water-ring vacuum pump. It can be use as a backing pump of Roots Pump.
Specifications
| Model | Capacity | Ultimate Pressure | Power | speed |
| L/S | Pa | KW | RPM | |
| VP200 | 200 | 0.05 | 4 | 2900 |
| VP600 | 600 | 0.05 | 7.5 | 2900 |
Characteristic Curves
Overall Dimensions
company information
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Optional |
|---|---|
| Inlet Diam. (mm): | 100/200mm |
| Motor Power (Kw): | 4/7.5 Kw |
| Ultimate Pressure (PA): | 0.05 |
| Transport Package: | Wooden Case |
| Trademark: | OEM |
| Samples: |
US$ 999/Piece
1 Piece(Min.Order) | |
|---|
Can Vacuum Pumps Be Used in the Automotive Industry?
Yes, vacuum pumps are widely used in the automotive industry for various applications. Here’s a detailed explanation:
The automotive industry relies on vacuum pumps for several critical functions and systems within vehicles. Vacuum pumps play a crucial role in enhancing performance, improving fuel efficiency, and enabling the operation of various automotive systems. Here are some key applications of vacuum pumps in the automotive industry:
1. Brake Systems: Vacuum pumps are commonly used in vacuum-assisted brake systems, also known as power brakes. These systems utilize vacuum pressure to amplify the force applied by the driver to the brake pedal, making braking more efficient and responsive. Vacuum pumps help generate the required vacuum for power brake assistance, ensuring reliable and consistent braking performance.
2. Emission Control Systems: Vacuum pumps are integral components of emission control systems in vehicles. They assist in operating components such as the Exhaust Gas Recirculation (EGR) valve and the Evaporative Emission Control (EVAP) system. Vacuum pumps help create the necessary vacuum conditions for proper functioning of these systems, reducing harmful emissions and improving overall environmental performance.
3. HVAC Systems: Heating, Ventilation, and Air Conditioning (HVAC) systems in vehicles often utilize vacuum pumps for various functions. Vacuum pumps help control the vacuum-operated actuators that regulate the direction, temperature, and airflow of the HVAC system. They ensure efficient operation and precise control of the vehicle’s interior climate control system.
4. Turbocharger and Supercharger Systems: In performance-oriented vehicles, turbocharger and supercharger systems are used to increase engine power and efficiency. Vacuum pumps play a role in these systems by providing vacuum pressure for actuating wastegates, blow-off valves, and other control mechanisms. These components help regulate the boost pressure and ensure optimal performance of the forced induction system.
5. Fuel Delivery Systems: Vacuum pumps are employed in certain types of fuel delivery systems, such as mechanical fuel pumps. These pumps utilize vacuum pressure to draw fuel from the fuel tank and deliver it to the engine. While mechanical fuel pumps are less commonly used in modern vehicles, vacuum pumps are still found in some specialized applications.
6. Engine Management Systems: Vacuum pumps are utilized in engine management systems for various functions. They assist in operating components such as vacuum-operated actuators, vacuum reservoirs, and vacuum sensors. These components play a role in engine performance, emissions control, and overall system functionality.
7. Fluid Control Systems: Vacuum pumps are used in fluid control systems within vehicles, such as power steering systems. Vacuum-assisted power steering systems utilize vacuum pressure to assist the driver in steering, reducing the effort required. Vacuum pumps provide the necessary vacuum for power steering assistance, enhancing maneuverability and driver comfort.
8. Diagnostic and Testing Equipment: Vacuum pumps are also utilized in automotive diagnostic and testing equipment. These pumps create vacuum conditions necessary for testing and diagnosing various vehicle systems, such as intake manifold leaks, brake system integrity, and vacuum-operated components.
It’s important to note that different types of vacuum pumps may be used depending on the specific automotive application. Common vacuum pump technologies in the automotive industry include diaphragm pumps, rotary vane pumps, and electric vacuum pumps.
In summary, vacuum pumps have numerous applications in the automotive industry, ranging from brake systems and emission control to HVAC systems and engine management. They contribute to improved safety, fuel efficiency, environmental performance, and overall vehicle functionality.
Can Vacuum Pumps Be Used for Leak Detection?
Yes, vacuum pumps can be used for leak detection purposes. Here’s a detailed explanation:
Leak detection is a critical task in various industries, including manufacturing, automotive, aerospace, and HVAC. It involves identifying and locating leaks in a system or component that may result in the loss of fluids, gases, or pressure. Vacuum pumps can play a significant role in leak detection processes by creating a low-pressure environment and facilitating the detection of leaks through various methods.
Here are some ways in which vacuum pumps can be used for leak detection:
1. Vacuum Decay Method: The vacuum decay method is a common technique used for leak detection. It involves creating a vacuum in a sealed system or component using a vacuum pump and monitoring the pressure change over time. If there is a leak present, the pressure will gradually increase due to the ingress of air or gas. By measuring the rate of pressure rise, the location and size of the leak can be estimated. Vacuum pumps are used to evacuate the system and establish the initial vacuum required for the test.
2. Bubble Testing: Bubble testing is a simple and visual method for detecting leaks. In this method, the component or system being tested is pressurized with a gas, and then immersed in a liquid, typically soapy water. If there is a leak, the gas escaping from the component will form bubbles in the liquid, indicating the presence and location of the leak. Vacuum pumps can be used to create a pressure differential that forces gas out of the leak, making it easier to detect the bubbles.
3. Helium Leak Detection: Helium leak detection is a highly sensitive method used to locate extremely small leaks. Helium, being a small atom, can easily penetrate small openings and leaks. In this method, the system or component is pressurized with helium gas, and a vacuum pump is used to evacuate the surrounding area. A helium leak detector is then used to sniff or scan the area for the presence of helium, indicating the location of the leak. Vacuum pumps are essential for creating the low-pressure environment required for this method and ensuring accurate detection.
4. Pressure Change Testing: Vacuum pumps can also be used in pressure change testing for leak detection. This method involves pressurizing a system or component and then isolating it from the pressure source. The pressure is monitored over time, and any significant pressure drop indicates the presence of a leak. Vacuum pumps can be used to evacuate the system after pressurization, returning it to atmospheric pressure for comparison or retesting.
5. Mass Spectrometer Leak Detection: Mass spectrometer leak detection is a highly sensitive and precise method used to identify and quantify leaks. It involves introducing a tracer gas, usually helium, into the system or component being tested. A vacuum pump is used to evacuate the surrounding area, and a mass spectrometer is employed to analyze the gas samples for the presence of the tracer gas. This method allows for accurate detection and quantification of leaks down to very low levels. Vacuum pumps are crucial for creating the necessary vacuum conditions and ensuring reliable results.
In summary, vacuum pumps can be effectively used for leak detection purposes. They facilitate various leak detection methods such as vacuum decay, bubble testing, helium leak detection, pressure change testing, and mass spectrometer leak detection. Vacuum pumps create the required low-pressure environment, assist in evacuating the system or component being tested, and enable accurate and reliable leak detection. The choice of vacuum pump depends on the specific requirements of the leak detection method and the sensitivity needed for the application.
Are There Different Types of Vacuum Pumps Available?
Yes, there are various types of vacuum pumps available, each designed to suit specific applications and operating principles. Here’s a detailed explanation:
Vacuum pumps are classified based on their operating principles, mechanisms, and the type of vacuum they can generate. Some common types of vacuum pumps include:
1. Rotary Vane Vacuum Pumps:
– Description: Rotary vane pumps are positive displacement pumps that use rotating vanes to create a vacuum. The vanes slide in and out of slots in the pump rotor, trapping and compressing gas to create suction and generate a vacuum.
– Applications: Rotary vane vacuum pumps are widely used in applications requiring moderate vacuum levels, such as laboratory vacuum systems, packaging, refrigeration, and air conditioning.
2. Diaphragm Vacuum Pumps:
– Description: Diaphragm pumps use a flexible diaphragm that moves up and down to create a vacuum. The diaphragm separates the vacuum chamber from the driving mechanism, preventing contamination and oil-free operation.
– Applications: Diaphragm vacuum pumps are commonly used in laboratories, medical equipment, analysis instruments, and applications where oil-free or chemical-resistant vacuum is required.
3. Scroll Vacuum Pumps:
– Description: Scroll pumps have two spiral-shaped scrolls—one fixed and one orbiting—which create a series of moving crescent-shaped gas pockets. As the scrolls move, gas is continuously trapped and compressed, resulting in a vacuum.
– Applications: Scroll vacuum pumps are suitable for applications requiring a clean and dry vacuum, such as analytical instruments, vacuum drying, and vacuum coating.
4. Piston Vacuum Pumps:
– Description: Piston pumps use reciprocating pistons to create a vacuum by compressing gas and then releasing it through valves. They can achieve high vacuum levels but may require lubrication.
– Applications: Piston vacuum pumps are used in applications requiring high vacuum levels, such as vacuum furnaces, freeze drying, and semiconductor manufacturing.
5. Turbo Molecular Vacuum Pumps:
– Description: Turbo pumps use high-speed rotating blades or impellers to create a molecular flow, continuously pumping gas molecules out of the system. They typically require a backing pump to operate.
– Applications: Turbo molecular pumps are used in high vacuum applications, such as semiconductor fabrication, research laboratories, and mass spectrometry.
6. Diffusion Vacuum Pumps:
– Description: Diffusion pumps rely on the diffusion of gas molecules and their subsequent removal by a high-speed jet of vapor. They operate at high vacuum levels and require a backing pump.
– Applications: Diffusion pumps are commonly used in applications requiring high vacuum levels, such as vacuum metallurgy, space simulation chambers, and particle accelerators.
7. Cryogenic Vacuum Pumps:
– Description: Cryogenic pumps use extremely low temperatures to condense and capture gas molecules, creating a vacuum. They rely on cryogenic fluids, such as liquid nitrogen or helium, for operation.
– Applications: Cryogenic vacuum pumps are used in ultra-high vacuum applications, such as particle physics research, material science, and fusion reactors.
These are just a few examples of the different types of vacuum pumps available. Each type has its advantages, limitations, and suitability for specific applications. The choice of vacuum pump depends on factors like required vacuum level, gas compatibility, reliability, cost, and the specific needs of the application.
editor by Dream 2024-04-30
China manufacturer High Pressure Air Blower/Whirl Air Pump/Vacuum Pump for Seeding Machine in Agricultural vacuum pump for ac
Product Description
High Pressure Air Blower/Whirl Air Pump/Vacuum Pump for seeding machine in agricultural
Seeding machines are used for placing seeds and young plants on the ground.
In this case the blower is used for shedding the seeds.
These systems provide significant time and cost savings in the agricultural sector.
Technical Paramater
Detail Parameter of GHBG 7D5 36 2R6
| Model | Frequency | Power | Voltage | Current | Max. Air Flow | Max.Static Pressure | Max.Static Pressure | Noise | Weight |
| Hz | KW | V | A | m3/h | mbar | mbar | dB(A) | Kg | |
| GHBG 7D5 36 2R6 | 50 | 5.7 | 345-415 | 12.5 | 165 | -460 | 740 | 68 | 65 |
| 60 | 6.6 | 380-480 | 12.0 | 195 | -480 | 840 | 72 | 65 |
Description:
1. Material: ACD12
2. Bearing: SKF
3. Frequency: 50Hz/60Hz
4. Voltage: 380/480V
5. Capacity: 5.7KW
6. Max air flow: 165m3/h
7. Max vacuum: 460mbar
8. Max pressure: 740mbar
9. Outlet/inlet pipe: G1.2
10. Weight: 65kgs
11. Noise: 68dB
12. Certification: CE, CCC, RoHS
13.100% Oil free, No maintance
Applications:
Aquaculture
Air Strippers
Fluid Aeration
Blow Off & Drying
SPA / Whirlpool
Combustion Burners
Pneumatic Conveying
Waste Water Treatment
Pneumatic Tube
Centralized Vacuum System
Vapor / Smoke Extraction
Vacuum Controllers
Packaging
Vacuum hold down
Pneumatic conveying
Vacuum manipulators
Pick / place applications
Should there is any question, please feel free to contact us, thanks.
About Us:
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Material: | ADC 12 Aluminum Alloy |
|---|---|
| Usage: | for Experiment, for Manufacture, for Refrigerate |
| Flow Direction: | Side Channel |
| Pressure: | High Pressure |
| Certification: | RoHS, ISO, CE, CCC |
| Type: | Side Channel Blower |
| Customization: |
Available
|
|
|---|
Can Vacuum Pumps Be Used in the Automotive Industry?
Yes, vacuum pumps are widely used in the automotive industry for various applications. Here’s a detailed explanation:
The automotive industry relies on vacuum pumps for several critical functions and systems within vehicles. Vacuum pumps play a crucial role in enhancing performance, improving fuel efficiency, and enabling the operation of various automotive systems. Here are some key applications of vacuum pumps in the automotive industry:
1. Brake Systems: Vacuum pumps are commonly used in vacuum-assisted brake systems, also known as power brakes. These systems utilize vacuum pressure to amplify the force applied by the driver to the brake pedal, making braking more efficient and responsive. Vacuum pumps help generate the required vacuum for power brake assistance, ensuring reliable and consistent braking performance.
2. Emission Control Systems: Vacuum pumps are integral components of emission control systems in vehicles. They assist in operating components such as the Exhaust Gas Recirculation (EGR) valve and the Evaporative Emission Control (EVAP) system. Vacuum pumps help create the necessary vacuum conditions for proper functioning of these systems, reducing harmful emissions and improving overall environmental performance.
3. HVAC Systems: Heating, Ventilation, and Air Conditioning (HVAC) systems in vehicles often utilize vacuum pumps for various functions. Vacuum pumps help control the vacuum-operated actuators that regulate the direction, temperature, and airflow of the HVAC system. They ensure efficient operation and precise control of the vehicle’s interior climate control system.
4. Turbocharger and Supercharger Systems: In performance-oriented vehicles, turbocharger and supercharger systems are used to increase engine power and efficiency. Vacuum pumps play a role in these systems by providing vacuum pressure for actuating wastegates, blow-off valves, and other control mechanisms. These components help regulate the boost pressure and ensure optimal performance of the forced induction system.
5. Fuel Delivery Systems: Vacuum pumps are employed in certain types of fuel delivery systems, such as mechanical fuel pumps. These pumps utilize vacuum pressure to draw fuel from the fuel tank and deliver it to the engine. While mechanical fuel pumps are less commonly used in modern vehicles, vacuum pumps are still found in some specialized applications.
6. Engine Management Systems: Vacuum pumps are utilized in engine management systems for various functions. They assist in operating components such as vacuum-operated actuators, vacuum reservoirs, and vacuum sensors. These components play a role in engine performance, emissions control, and overall system functionality.
7. Fluid Control Systems: Vacuum pumps are used in fluid control systems within vehicles, such as power steering systems. Vacuum-assisted power steering systems utilize vacuum pressure to assist the driver in steering, reducing the effort required. Vacuum pumps provide the necessary vacuum for power steering assistance, enhancing maneuverability and driver comfort.
8. Diagnostic and Testing Equipment: Vacuum pumps are also utilized in automotive diagnostic and testing equipment. These pumps create vacuum conditions necessary for testing and diagnosing various vehicle systems, such as intake manifold leaks, brake system integrity, and vacuum-operated components.
It’s important to note that different types of vacuum pumps may be used depending on the specific automotive application. Common vacuum pump technologies in the automotive industry include diaphragm pumps, rotary vane pumps, and electric vacuum pumps.
In summary, vacuum pumps have numerous applications in the automotive industry, ranging from brake systems and emission control to HVAC systems and engine management. They contribute to improved safety, fuel efficiency, environmental performance, and overall vehicle functionality.
Considerations for Selecting a Vacuum Pump for Cleanroom Applications
When it comes to selecting a vacuum pump for cleanroom applications, several considerations should be taken into account. Here’s a detailed explanation:
Cleanrooms are controlled environments used in industries such as semiconductor manufacturing, pharmaceuticals, biotechnology, and microelectronics. These environments require strict adherence to cleanliness and particle control standards to prevent contamination of sensitive processes or products. Selecting the right vacuum pump for cleanroom applications is crucial to maintain the required level of cleanliness and minimize the introduction of contaminants. Here are some key considerations:
1. Cleanliness: The cleanliness of the vacuum pump is of utmost importance in cleanroom applications. The pump should be designed and constructed to minimize the generation and release of particles, oil vapors, or other contaminants into the cleanroom environment. Oil-free or dry vacuum pumps are commonly preferred in cleanroom applications as they eliminate the risk of oil contamination. Additionally, pumps with smooth surfaces and minimal crevices are easier to clean and maintain, reducing the potential for particle buildup.
2. Outgassing: Outgassing refers to the release of gases or vapors from the surfaces of materials, including the vacuum pump itself. In cleanroom applications, it is crucial to select a vacuum pump with low outgassing characteristics to prevent the introduction of contaminants into the environment. Vacuum pumps specifically designed for cleanroom use often undergo special treatments or use materials with low outgassing properties to minimize this effect.
3. Particle Generation: Vacuum pumps can generate particles due to the friction and wear of moving parts, such as rotors or vanes. These particles can become a source of contamination in cleanrooms. When selecting a vacuum pump for cleanroom applications, it is essential to consider the pump’s particle generation level and choose pumps that have been designed and tested to minimize particle emissions. Pumps with features like self-lubricating materials or advanced sealing mechanisms can help reduce particle generation.
4. Filtration and Exhaust Systems: The filtration and exhaust systems associated with the vacuum pump are critical for maintaining cleanroom standards. The vacuum pump should be equipped with efficient filters that can capture and remove any particles or contaminants generated during operation. High-quality filters, such as HEPA (High-Efficiency Particulate Air) filters, can effectively trap even the smallest particles. The exhaust system should be properly designed to ensure that filtered air is released outside the cleanroom or passes through additional filtration before being reintroduced into the environment.
5. Noise and Vibrations: Noise and vibrations generated by vacuum pumps can have an impact on cleanroom operations. Excessive noise can affect the working environment and compromise communication, while vibrations can potentially disrupt sensitive processes or equipment. It is advisable to choose vacuum pumps specifically designed for quiet operation and that incorporate measures to minimize vibrations. Pumps with noise-dampening features and vibration isolation systems can help maintain a quiet and stable cleanroom environment.
6. Compliance with Standards: Cleanroom applications often have specific industry standards or regulations that must be followed. When selecting a vacuum pump, it is important to ensure that it complies with relevant cleanroom standards and requirements. Considerations may include ISO cleanliness standards, cleanroom classification levels, and industry-specific guidelines for particle count, outgassing levels, or allowable noise levels. Manufacturers that provide documentation and certifications related to cleanroom suitability can help demonstrate compliance.
7. Maintenance and Serviceability: Proper maintenance and regular servicing of vacuum pumps are essential for their reliable and efficient operation. When choosing a vacuum pump for cleanroom applications, consider factors such as ease of maintenance, availability of spare parts, and access to service and support from the manufacturer. Pumps with user-friendly maintenance features, clear service instructions, and a responsive customer support network can help minimize downtime and ensure continued cleanroom performance.
In summary, selecting a vacuum pump for cleanroom applications requires careful consideration of factors such as cleanliness, outgassing characteristics, particle generation, filtration and exhaust systems, noise and vibrations, compliance with standards, and maintenance requirements. By choosing vacuum pumps designed specifically for cleanroom use and considering these key factors, cleanroom operators can maintain the required level of cleanliness and minimize the risk of contamination in their critical processes and products.
What Are the Primary Applications of Vacuum Pumps?
Vacuum pumps have a wide range of applications across various industries. Here’s a detailed explanation:
1. Industrial Processes:
Vacuum pumps play a vital role in numerous industrial processes, including:
– Vacuum Distillation: Vacuum pumps are used in distillation processes to lower the boiling points of substances, enabling separation and purification of various chemicals and compounds.
– Vacuum Drying: Vacuum pumps aid in drying processes by creating a low-pressure environment, which accelerates moisture removal from materials without excessive heat.
– Vacuum Packaging: Vacuum pumps are used in the food industry to remove air from packaging containers, prolonging the shelf life of perishable goods by reducing oxygen exposure.
– Vacuum Filtration: Filtration processes can benefit from vacuum pumps to enhance filtration rates by applying suction, facilitating faster separation of solids and liquids.
2. Laboratory and Research:
Vacuum pumps are extensively used in laboratories and research facilities for various applications:
– Vacuum Chambers: Vacuum pumps create controlled low-pressure environments within chambers for conducting experiments, testing materials, or simulating specific conditions.
– Mass Spectrometry: Mass spectrometers often utilize vacuum pumps to create the necessary vacuum conditions for ionization and analysis of samples.
– Freeze Drying: Vacuum pumps enable freeze-drying processes, where samples are frozen and then subjected to a vacuum, allowing the frozen water to sublimate directly from solid to vapor state.
– Electron Microscopy: Vacuum pumps are essential for electron microscopy techniques, providing the necessary vacuum environment for high-resolution imaging of samples.
3. Semiconductor and Electronics Industries:
High vacuum pumps are critical in the semiconductor and electronics industries for manufacturing and testing processes:
– Semiconductor Fabrication: Vacuum pumps are used in various stages of chip manufacturing, including deposition, etching, and ion implantation processes.
– Thin Film Deposition: Vacuum pumps create the required vacuum conditions for depositing thin films of materials onto substrates, as done in the production of solar panels, optical coatings, and electronic components.
– Leak Detection: Vacuum pumps are utilized in leak testing applications to detect and locate leaks in electronic components, systems, or pipelines.
4. Medical and Healthcare:
Vacuum pumps have several applications in the medical and healthcare sectors:
– Vacuum Assisted Wound Closure: Vacuum pumps are used in negative pressure wound therapy (NPWT), where they create a controlled vacuum environment to promote wound healing and removal of excess fluids.
– Laboratory Equipment: Vacuum pumps are essential in medical and scientific equipment such as vacuum ovens, freeze dryers, and centrifugal concentrators.
– Anesthesia and Medical Suction: Vacuum pumps are utilized in anesthesia machines and medical suction devices to create suction and remove fluids or gases from the patient’s body.
5. HVAC and Refrigeration:
Vacuum pumps are employed in the HVAC (Heating, Ventilation, and Air Conditioning) and refrigeration industries:
– Refrigeration and Air Conditioning Systems: Vacuum pumps are used during system installation, maintenance, and repair to evacuate moisture and air from refrigeration and air conditioning systems, ensuring efficient operation.
– Vacuum Insulation Panels: Vacuum pumps are utilized in the manufacturing of vacuum insulation panels, which offer superior insulation properties for buildings and appliances.
6. Power Generation:
Vacuum pumps play a role in power generation applications:
– Steam Condenser Systems: Vacuum pumps are used in power plants to remove non-condensable gases from steam condenser systems, improving thermal efficiency.
– Gas Capture: Vacuum pumps are utilized to capture and remove gases, such as hydrogen or helium, in nuclear power plants, research reactors, or particle accelerators.
These are just a few examples of the primary applications of vacuum pumps. The versatility and wide range of vacuum pump types make them essential in numerous industries, contributing to various manufacturing processes, research endeavors, and technological advancements.
editor by Dream 2024-04-29
China wholesaler Vacuum Pump Rotary Roots Liquid-Ring Water Piston Dry Portable Screw Scroll Reciprocating Diaphragm Centrifugal Positive Displacement DC AC Air Vacuum Pump with high quality
Product Description
Vacuum pump Roots Liquid-ring water piston Rotary Dry portable Screw scroll Reciprocating diaphragm centrifugal positive displacement AC DC Air vacuum pump
VP roots vacuum pump is in the 50 Torr-micron high vacuum range has a large pumping speed and low cost of equipment, it can be combined with various vacuum pump consists of a vacuum unit. KMBD roots vacuum pump with 5 point bearing design unique, sealing the five bit machine, sealing double sealing structure + mechanical seal for Teflon maze, can realize non leakage, reduce maintenance and repair of the link, ensure the roots pump and durable. Synchronous helical gear and mounted on the driving end, both to ensure quiet and reliable operation, and can reduce the load of the rotor torque. Impeller and shaft integrally cast, can provide large size shaft, impeller and reduce the risk of damage. All contact with the sealing surface of the shaft end faces are polished to reduce wear and reduce the risk of leakage, high temperature high pressure casing, and double tank design, a variety of material selection, further to ensure that the use of the user in various working conditions. Typical application: chemical, petrochemical, plastics, semiconductors, wood mixture, food processing, vacuum furnace, vacuum booster system, vacuum drying, vacuum dewatering, vacuum packaging
Typical Applications
Special structures working principles,suitable for operation in chemical industry,oil industry,food industry,electrical utility industry,pharmacy industry,textile industry and paper making industry,etc. The other industries that need vacuum drying,concentration,distilling,dehydration and filtering also need the water-ring vacuum pump. It can be use as a backing pump of Roots Pump.
Specifications
| Model | Capacity | Ultimate Pressure | Power | speed |
| L/S | Pa | KW | RPM | |
| VP200 | 200 | 0.05 | 4 | 2900 |
| VP600 | 600 | 0.05 | 7.5 | 2900 |
Characteristic Curves
Overall Dimensions
company information
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Optional |
|---|---|
| Inlet Diam. (mm): | 100/200mm |
| Motor Power (Kw): | 4/7.5 Kw |
| Ultimate Pressure (PA): | 0.05 |
| Transport Package: | Wooden Case |
| Trademark: | OEM |
| Samples: |
US$ 999/Piece
1 Piece(Min.Order) | |
|---|

What Is the Significance of Roots Vacuum Pumps in the Aerospace Sector?
Roots vacuum pumps play a significant role in various applications within the aerospace sector. Here’s a detailed explanation:
1. Space Simulation Chambers:
– Vacuum Simulation: Roots vacuum pumps are utilized in space simulation chambers to create and maintain vacuum conditions similar to the space environment. These chambers are used to test and simulate the performance of aerospace components and systems under low-pressure conditions, including the effects of vacuum on materials, electronics, and mechanical systems.
– Thermal Vacuum Testing: Roots pumps are crucial in thermal vacuum testing, where aerospace components and systems are subjected to extreme temperature and vacuum conditions. The pumps help evacuate the test chamber and maintain the required vacuum level, enabling accurate thermal testing and evaluation of aerospace equipment’s performance and functionality in space-like conditions.
2. Propellant Handling and Storage:
– Rocket Engine Testing: Roots vacuum pumps are employed in rocket engine testing facilities for propellant handling and storage. They assist in creating a vacuum environment during the propellant loading and purging processes, ensuring the removal of air or contaminants from the propellant tanks and lines. This helps maintain the propellant’s quality and prevents potential issues, such as cavitation or gas bubble formation, that could affect engine performance.
– Fuel Systems: Roots pumps are used in aerospace fuel systems to evacuate and degas the fuel tanks, ensuring the removal of air or gas bubbles that may compromise fuel delivery and engine operation. These pumps contribute to the overall efficiency, reliability, and safety of fuel systems in aerospace vehicles.
3. Environmental Control Systems (ECS):
– Cabin Pressure Control: Roots vacuum pumps are utilized in the environmental control systems of aircraft and spacecraft to help control cabin pressure. By creating a vacuum or adjusting the air circulation, these pumps assist in maintaining the desired cabin pressure levels, ensuring passenger comfort, and providing a safe and controlled environment during flight.
4. Avionics and Electronics:
– Electronic Component Testing: Roots vacuum pumps are employed in the testing and validation of avionics and electronic components used in aerospace applications. These pumps assist in creating a controlled vacuum environment during testing, allowing engineers to evaluate the performance, reliability, and durability of electronic systems under low-pressure conditions.
– Vacuum Encapsulation: In certain aerospace applications, electronic components or circuits may require vacuum encapsulation for protection against harsh environmental conditions, including high altitude, temperature variations, or moisture. Roots vacuum pumps are utilized to create the necessary vacuum environment for the encapsulation process, ensuring the integrity and longevity of sensitive electronics.
5. Space Propulsion Systems:
– Ion Thrusters and Electric Propulsion: Roots vacuum pumps are integral components of ion thrusters and electric propulsion systems used in spacecraft. These pumps aid in the creation and maintenance of the high vacuum conditions required for the operation of these advanced propulsion technologies. They contribute to the efficient exhaust gas removal, ensuring optimal thrust generation and fuel efficiency.
6. Satellite Manufacturing and Testing:
– Satellite Chamber Evacuation: Roots vacuum pumps are utilized in satellite manufacturing and testing facilities for the evacuation of satellite chambers. These pumps help create the required vacuum conditions during satellite assembly, testing, and payload integration, ensuring the cleanliness, functionality, and performance of satellite systems and instruments.
In summary, Roots vacuum pumps have significant significance in the aerospace sector. They are utilized in space simulation chambers, propellant handling and storage, environmental control systems, avionics and electronics testing, space propulsion systems, and satellite manufacturing and testing. By creating and maintaining vacuum conditions, Roots pumps contribute to the performance, reliability, and safety of aerospace components, systems, and vehicles. They play a vital role in supporting space exploration, satellite communication, and the advancement of aerospace technologies.
What Are the Advantages of Using Roots Vacuum Pumps?
Roots vacuum pumps, also known as Roots blowers or rotary lobe pumps, offer several advantages that make them a popular choice for various industrial applications. Here’s a detailed explanation of the advantages of using Roots vacuum pumps:
1. High Pumping Speed: Roots vacuum pumps are known for their high pumping speed, which refers to the rate at which they can remove gas from a vacuum system. The unique design of synchronized rotating lobes enables these pumps to handle large volumes of gas efficiently. This high pumping speed makes Roots vacuum pumps well-suited for applications that require rapid evacuation or continuous extraction of gases.
2. Large Gas Handling Capacity: Roots vacuum pumps have a large gas handling capacity, allowing them to handle a wide range of gases, including clean air, corrosive gases, and vapors. Their robust construction and ability to handle gas with particulates or liquids make them suitable for applications in industries such as chemical processing, pharmaceuticals, food processing, and wastewater treatment.
3. Oil-Free and Contamination-Free Operation: One of the significant advantages of Roots vacuum pumps is that they operate without the need for lubrication. The non-contacting design of the pump eliminates the risk of oil contamination in the vacuum system. This is particularly important in applications where clean, oil-free vacuum environments are required, such as semiconductor manufacturing, electronics, and research laboratories.
4. Reliable and Low Maintenance: Roots vacuum pumps are known for their reliability and low maintenance requirements. Since there is no lubrication or contact between the lobes, there is minimal wear and tear, reducing the need for frequent maintenance or replacement of parts. This results in reduced downtime and lower operating costs for the users.
5. Noise and Vibration Reduction: Roots vacuum pumps are designed to operate with low noise and vibration levels. The precision engineering and balanced rotation of the lobes help minimize noise generation and vibration transmission. This makes Roots vacuum pumps suitable for applications where noise reduction and vibration control are important, such as in laboratories, medical facilities, and residential areas.
6. Wide Range of Vacuum Levels: While Roots vacuum pumps are not capable of achieving high vacuum levels on their own, they can be combined with other vacuum pumps, such as rotary vane pumps or diffusion pumps, to create hybrid or combination pumping systems. This allows them to cover a wide range of vacuum levels, making them versatile and adaptable to different application requirements.
7. Energy Efficiency: Roots vacuum pumps are designed to be energy-efficient, offering a favorable power-to-pumping speed ratio. Their efficient design and minimal internal losses help reduce energy consumption, resulting in lower operating costs for the users. This makes them an economical choice for continuous or high-throughput processes that require significant vacuum power.
8. Versatility and Compatibility: Roots vacuum pumps are compatible with various gases and can be used in a wide range of industrial applications. They find applications in industries such as chemical processing, pharmaceuticals, food processing, automotive, packaging, and environmental technology. Their versatility and compatibility make them suitable for both rough vacuum applications and as part of complex vacuum systems.
In summary, the advantages of using Roots vacuum pumps include high pumping speed, large gas handling capacity, oil-free and contamination-free operation, reliability, low maintenance requirements, noise and vibration reduction, a wide range of vacuum levels, energy efficiency, versatility, and compatibility. These advantages make Roots vacuum pumps a preferred choice for many industrial processes that require efficient and reliable vacuum generation.
editor by Dream 2024-04-29
China Custom Air Cooling Type Roots Blower Vacuum Pump vacuum pump oil
Product Description
Description:
High Negative Pressure Three Lobe Roots Vacuum Pump
1) When running, the ultimate vacuum is as high as 50%.
2) The theoretical displacement range is 1000-10500m3/h.
3) It can be used to transport industrial gases and steam.
4) No sliding friction parts, reducing wear.
5) Environmental protection and safe operation
6)No oil mist in the exhaust.
7)It can meet ATEX standard explosion-proof requirements.
Main structure
| Model | Diameter(mm) | Pressure range Vacuum pressure(Kpa) | Air flow range (M3/min) |
| 5006 | DN100 | -10 ~ – 50 Kpa | 2.12 ~ 13.64 |
| 6008 | DN125 | -10 ~ – 50 Kpa | 3.86 ~ 21.75 |
| 7011 | DN150 | -10 ~ – 50 Kpa | 9.56~33.20 |
| 8016 | DN200 | -10 ~ – 50 Kpa | 12.80~ 49.65 |
Blower Main Parts Materials
| Casing | Cast iron HT 200 |
| Rotor (Impeller &shaft) | QT 500 |
| Gear | 20CrMnTi |
| Bearing | Japanese NSK |
| Oil seal | USA CR |
| Oil tank | Double Oil Tanks, Clean Site |
Impeller CNC machining center
Working shop
Application pictures
*** After running more than 1 year , there are very clean on site , no oil leakage
Packing & delivery
Our wooden case is with fumigation sign, It is Moisture-proof
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Yes |
|---|---|
| Warranty: | 1 Year |
| Type: | Materials Vacuum Conveying |
| Usage: | Industrial, Agriculture, Hospital, Special Gas Pressurized Conveying |
| Material: | Casting Iron Ht200 |
| Application: | Sewage and Waste Water Treatment |
| Customization: |
Available
|
|
|---|
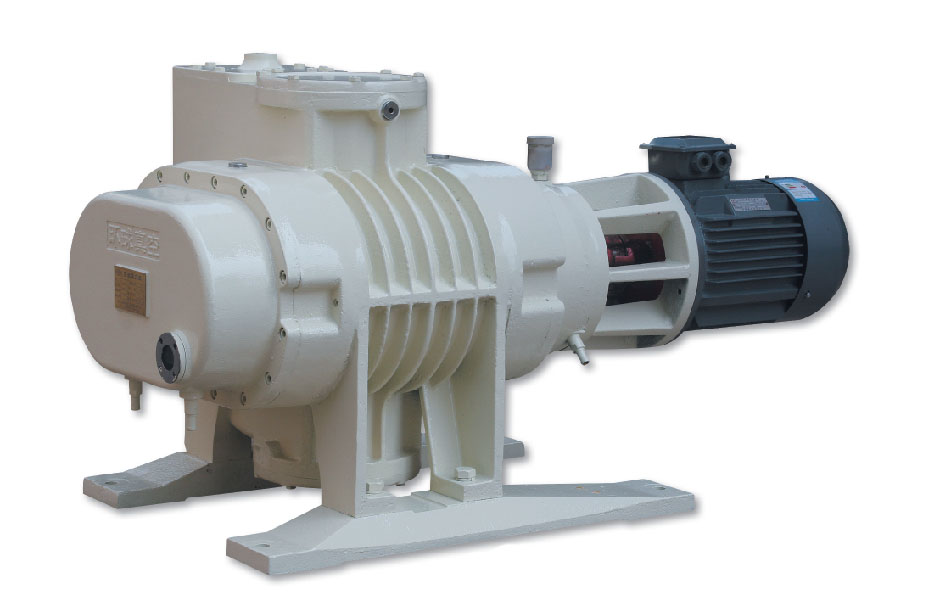
Can Roots Vacuum Pumps Be Used for Environmental Testing in Chambers?
Yes, Roots vacuum pumps can be used for environmental testing in chambers. Here’s a detailed explanation:
1. Environmental Testing in Chambers: Environmental testing involves subjecting a product or component to various simulated environmental conditions to assess its performance, durability, and reliability. Chambers are commonly used for environmental testing and can simulate conditions such as temperature, humidity, pressure, and gas composition. These chambers create controlled environments that mimic real-world operating conditions to evaluate how a product or component responds under different environmental stressors.
2. Role of Vacuum Pumps: Vacuum pumps play a crucial role in environmental testing chambers by creating and maintaining the desired vacuum conditions. They help establish specific pressure levels, remove unwanted gases or contaminants, and enable controlled gas flow within the chamber. Vacuum pumps are responsible for evacuating the chamber, achieving the desired pressure or vacuum level, and ensuring the accuracy and reliability of the environmental test results.
3. Advantages of Roots Vacuum Pumps: Roots vacuum pumps offer several advantages that make them suitable for environmental testing in chambers:
– High Pumping Speed: Roots pumps have a high pumping speed, allowing them to quickly evacuate the chamber and achieve the desired vacuum level. This is particularly important when rapid cycling between different test conditions is required.
– Large Volume Handling: Chambers used in environmental testing can vary in size, from small-scale chambers to large walk-in chambers. Roots vacuum pumps are capable of handling large volumes of gas, making them suitable for evacuating chambers of different sizes efficiently.
– Continuous Operation: Roots vacuum pumps can operate continuously, ensuring the chamber remains at the desired vacuum level throughout the testing process. This is essential for maintaining test accuracy and consistency.
– Compatibility with Hybrid Pumping Systems: Roots vacuum pumps can be integrated into hybrid pumping systems, working alongside other pump technologies such as rotary vane pumps, scroll pumps, or turbomolecular pumps. This combination allows for enhanced pumping capability, achieving the desired vacuum levels and accommodating specific test requirements.
4. Considerations for Environmental Testing: While Roots vacuum pumps are suitable for environmental testing, several considerations should be taken into account:
– Gas Composition: Different environmental tests may involve specific gas compositions or mixtures. It is important to ensure that the selected Roots pump is compatible with the gases used in the testing process. Some gases may require special pump features or materials to avoid contamination or damage to the pump.
– Pressure Range: Environmental testing chambers may require a wide range of pressure levels to simulate various conditions. Roots vacuum pumps have limitations in terms of the ultimate vacuum level they can achieve. It is necessary to ensure that the selected pump can meet the pressure range requirements of the specific environmental tests.
– System Design: Proper system design is crucial to ensure efficient and reliable operation of the environmental testing chamber. Factors such as the chamber size, gas flow rates, evacuation times, and pressure control mechanisms should be considered when selecting and integrating Roots vacuum pumps into the testing system.
In summary, Roots vacuum pumps can be effectively used for environmental testing in chambers. Their high pumping speed, large volume handling capability, continuous operation, and compatibility with hybrid pumping systems make them suitable for maintaining the desired vacuum conditions during environmental tests. By considering factors such as gas composition, pressure range, and system design, Roots vacuum pumps contribute to the accurate and reliable assessment of product performance under simulated environmental conditions.
What Is a Roots Vacuum Pump, and How Does It Work?
A Roots vacuum pump, also known as a Roots blower or a rotary lobe pump, is a type of positive displacement vacuum pump that is widely used for various industrial applications. Here’s a detailed explanation of what a Roots vacuum pump is and how it works:
A Roots vacuum pump consists of two synchronized rotors, known as lobes or impellers, that rotate in opposite directions within a housing. The lobes have a unique helical shape with multiple lobes, which allows them to trap and move gas efficiently. The rotors are synchronized with the help of timing gears to maintain precise clearances between the lobes and the housing.
The operation of a Roots vacuum pump can be described in the following steps:
1. Inlet Stage: The process begins with the lobes rotating in opposite directions. As the lobes rotate, the volume between them and the housing gradually increases, creating a larger space at the inlet side of the pump. This expansion of the volume causes the gas to enter the pump through the inlet port. The gas is drawn in due to the pressure difference between the inlet and the pump’s internal chamber.
2. Compression Stage: As the gas enters the pump, it gets trapped in the spaces between the lobes and the housing. As the lobes continue to rotate, the trapped gas gets carried along the rotating lobes. The gas is essentially trapped in the pockets formed by the lobes and the housing. The rotating lobes then compress the gas as they move towards the outlet side of the pump.
3. Outlet Stage: As the lobes approach the outlet side of the pump, the volume between them and the housing decreases, resulting in the compression of the trapped gas. This compression raises the pressure of the gas, causing it to be expelled through the outlet port of the pump. The expelled gas is then discharged into the atmosphere or directed to a downstream process or another vacuum pump, depending on the application.
It’s important to note that a Roots vacuum pump operates as a non-contacting pump, meaning that there is no physical contact between the lobes or between the lobes and the housing. This characteristic eliminates the need for lubrication within the pump and reduces the risk of contamination or oil vapor backstreaming into the vacuum system.
Roots vacuum pumps are known for their high pumping speed and ability to handle large volumes of gas. However, they are not capable of achieving high vacuum levels on their own. To achieve higher vacuum levels, a Roots pump is often used in conjunction with other vacuum pumps, such as rotary vane pumps or diffusion pumps, in a hybrid or combination pumping system.
In summary, a Roots vacuum pump operates based on the principle of positive displacement. It utilizes synchronized rotating lobes to trap and compress gas, allowing it to be discharged at a higher pressure. The non-contacting design of the pump eliminates the need for lubrication and reduces the risk of contamination. Roots vacuum pumps are commonly employed in various industrial applications, especially when high pumping speed and large gas handling capacity are required.
editor by Dream 2024-04-26